Изберете читатели





Популярна статистика
(Документ)
Програма „Разрахунок заваръчни трансформатори” е написан, за да улесни развитието на часа на създаване на самостоятелно конструирани трансформатори. Техниката rozrakhunka е взета от В. Володин
Почитания на Розрахунков
Използвайки този метод, аз самият навих 2 трансформатора, но първият трябваше да бъде пренавит няколко пъти, докато достигне своята полезност.
В програмата ще попълните редица полета, въведени с вашите данни, и когато натиснете бутона "Отключи", ще отвори редица навивки в намотките, режещи проводници и други данни. Оста на полето, което е ваша отговорност, трябва да бъде запълнена
 въведени
въведени 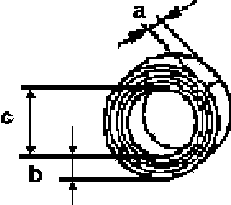 стричкови
стричкови
Комплектът е изработен от G-, P- или W-образни плочи на трансформаторното отделение. Шевът е в съответствие с шевовете на люка на трансформатора. Трансформаторът не е запечатан - специална магнитоелектрическа стомана се изпича по специална технология).
Перетин осдеря = a * b.
Облицовката на сърцевината е достатъчна за работата на трансформатора.
Стойността на напречната греда на магнитопровода в кв. см е S>0,015*P (de P - във ватове).
За магнитопроводи, изложени на тороидален, увеличете напречната греда с 1,3...1,5 пъти.
Напрежението на трансформатора в памучната вата е древно
Rtr = 25 * Ist,
de Isv – zvaryuvalny strum в ампери.
Общата дебелина на трансформатора със стара вълна
Rgab = Uхх * Iсв,
de Uxx - напрежение на намотка II
Ако все още не знаете какъв кросоувър ви трябва, програмата ще се отвори и ще въведе внимателно необходимите данни в полето за въвеждане след кипене
Също така трябва да изберете от падащия списък материала на проводника за първичната и вторичната намотка и вида на сърцевината.
Ядрата процъфтяват
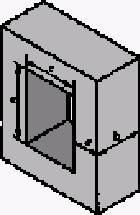
Броневи (W-подобна фигура - а))
Стрижнев (G-подобна фигура - b))
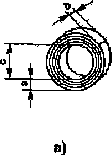
Тороидален (О-образна фигура - c))
Бронираните сърцевини за трансформатори рядко се забиват.
Най-красивите изложби се очертават в далечината.
Когато използвате заваръчната машина, е важно да замразите тороидалната магнитна верига, което минимизира размерите и полето на разсейване. Важно е да ги навиете.
Най-просто със сгънати лентови трансформатори. Сам навих собствените си трансформатори върху тях.
ТРАНСФОРМАТОР НА СТОЙНОСТИ: РОЗРАХУНОК И ВИГОТОВЛЕНЯ
В. ВОЛОДИН, ( http://valvolodin.narod.ruі http://valvol.nightmail.ru) м. Одеса, Украйна
Специфичността на работата на заваръчния трансформатор е немислима. Не забравяйте да обърнете внимание на честотата на работа под натиска на цикъла, който се формира от натиска на готвене и пауза, се събира на 60%. За трансформатори за търговско производство често е необходимо да се вземе още по-малка стойност - 20%, което позволява без значителни промени в топлинния режим да се увеличи дебелината на тока в намотките на трансформатора и да се промени площта на прозореца на магнитната верига, който е необходим за поставяне на намотки. За заваръчни токове до 150 A допустимата дебелина на тока в медната намотка е 8 A / mm2, в алуминия - 5 A / mm2.
Когато силата е посочена, размерите и теглото на трансформатора ще бъдат минимални, тъй като индукцията в неговата магнитна верига достига максимално допустимата стойност за избрания материал. Въпреки това, самоделният дизайнер не знае стойността, фрагментите лежат отдясно на електрическа стомана с неизвестна марка. За да се елиминират незадоволителни условия, индукцията трябва да се намали, което води до неразумно увеличаване на размера на трансформатора.
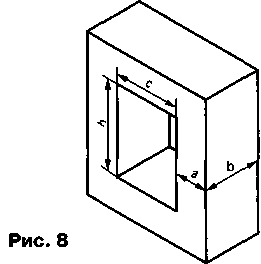
Чрез бързо използване на следния метод е възможно да се определят магнитните характеристики на всяка трансформаторна стомана, която е в лошо състояние. За тази цел те започнаха да избират "експериментален" магнитопровод с обхват от 5 ... 10 cm2 (твърди размери a и b на фиг. 8) и навиват 50 ... 100 оборота от мека, изолирана стрела 1.5. .. на едно от жилата.2 5 mm2. За по-нататъшно развитие е необходимо да се знае формулата l CP = 2h + 2c + 3,14 * и средната магнитна депресия електропроводии потискат активната опора на намотката r около.
По-нататък от диаграмата, показана на фиг. 9, изберете пробна инсталация. Т1 – лабораторно регулиран автотрансформатор (ЛАТР); L1 - намотка на "експериментална" магнитна верига. Общият капацитет на понижаващия трансформатор Т2 е не по-малък от 63 VA, коефициентът на трансформация е 8...10.
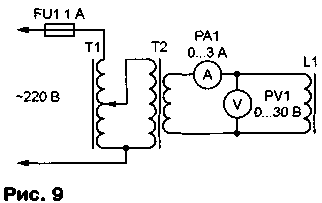
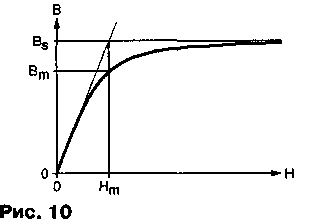
С увеличаването на напрежението ще има степен на индукция в магнитната верига, T, в зависимост от напрежението магнитно поле N, A/m, подобно на показаното на фиг. 10, като се изчислят тези количества по формулите:
където U и I са показанията на волтметъра PV1, V и амперметъра PA1, A; F – честота, Hz; S - площ на срязване на "експерименталната" магнитна верига, cm 2; w - брой завъртания на намотката. От графиката можете да намерите, както е показано на малката фигура, индукцията на насищане Bs, максималната индукция Bm и максималната сила на променливото магнитно поле Hm.
Например заваръчният трансформатор е проектиран да работи под формата на променливо захранване от 220 V, 50 Hz, като се има предвид напрежението празен U xx =65 V и максимален поток I max =150 A.
Размерна якост на трансформатора
P gab = U xx * I max = 65 * 150 = 9750 VA.
Използвайки дадената формула, можем да изчислим добавянето на площта на напречното сечение на магнитния проводник S m към площта на прозореца S o:
![]()
de J - дебелина на струмата в намотките, A/mm2; k с =0,95 - коефициент на запълване на стоманения магнитопровод; k 0 =0,33...0,4 - коефициент на запълване на прозореца с мед (алуминий).
Да приемем, че V m = 1,42 T, първичната намотка е навита с медна жица, вторичната намотка с алуминиева жица (вземаме средната стойност на дебелината на телта J = 6,5 A/mm2):
S M S O = 9750 / (1,11 * 1,42 * 6,5 * 0,95 * 0,37) = 2707 cm 4.
Приемайки a=40 mm, ние знаем други размери на магнитната верига: b=2*a=80mm; h = 1,6 * a = 32 mm; h = 4a = 160 mm.
EPC на един оборот на намотката на трансформатора на такава магнитна верига E B = 2,22*104B m *a*b*k c =2,22*10-4*1,42*3200* *0,95 = 0,958 V. Брой навивки на вторичната намотка w 2 = U xx / E B = 65/0,958 = 68. Пресичане на вторичната намотка S 2 =l max /J=150/5=30 mm2 (J=5 A/mm2, колкото е алуминиевата жица на вторичната намотка). Броят навивки на първичната намотка w 1 =U 1 /E B =220/0,958=230. Максимално напрежение на първичната намотка I 1max =l max *w 2 /w 1 =150*68/230=44,35 A. Напречна греда на първичната намотка S 1 =I 1max /J=44,35/8=5,54 mm 2.
Както първичната, така и вторичната намотка на трансформатора на прътовата структура трябва да бъдат разделени на две части, разположени в две ядра на магнитната верига. Кожата от последователно свързаните части на първичната намотка е 115 навивки с диаметър най-малко 2,65 mm. Ако е позволено частите на първата котка да бъдат свързани паралелно, кожата трябва да се вмъкне в 230 навивки на конеца в два малки разреза - с диаметър не по-малък от 1,88 mm. По подобен начин разделете вторичната намотка на две части.
Ако намотките трябва да бъдат цилиндрични, за да спрете падащите характеристики на предимство на трансформатора, включете резистор с опора от 0,2...0,4 Ohm последователно с вторичната следа от нихромова стрела с диаметър най-малко 3 mm . За трансформатор с дискови намотки този резистор не е необходим. За съжаление, точният дизайн на индуктивността на дизайна на такъв трансформатор е практически невъзможен и фрагментите ще останат поради отстраняването на прекомерно излишни метални предмети. На практика проектните разработки се извършват по метода на последователни подходи от настройката на намотката и проектните данни на трансформатора до резултатите от тестването на производството на компоненти. Подробни методи можете да намерите на.
В аматьорските умове е важно да се подготви трансформатор от намотки на маховика (за регулиране на намотката). За да премахнете броя на фиксираните стойности на низа, отстранете вторичната намотка от проводниците. По-точно, регулирането (с промяна на потока) се вибрира, добавяйки вид индуктивна намотка към ланцета - полагане на заваръчния кабел в намотка.
Първото нещо, което трябва да направите, е да започнете да подготвяте незащитен трансформатор, да го пренавиете напълно, така че намотките му да са поставени в края на магнитната верига с необходимите технологични пропуски, качеството на материала, вида на подготовката на рамката и т.н. фактори . Размерите от и h (раздел. Фиг. 8) трябва да бъдат „настроени“ по такъв начин, че кожната топка на намотката да има целия брой навивки на формованата част, а броят на топките също да е същият или малък по-малко от най-близкото цяло. След това прехвърлете мястото за изолация между топките и между намотките.
Най-добрият вариант е да не го премахвате веднага от първия тест, но най-често е необходимо да го направите многократно и внимателно да регулирате ширината и височината на прозореца към магнитопровода. При проектирането на цилиндрични намотки е необходимо оптимално да се изберат размерите на техните секции. За вторичната намотка, навита с дебел прът, добавете повече място под първичната.
Скица на конструкцията на трансформатора за две стойности на заваръчния ток - 120 и 150 A - показана на фиг. 11, и диаграмата
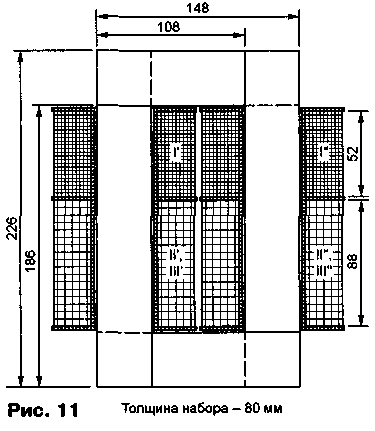
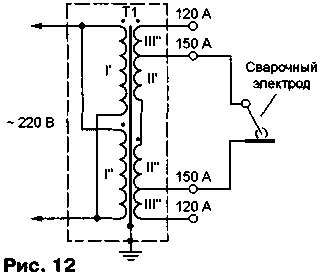
його включване - на фиг. 12. Най-малкият ток се обозначава с по-голям брой навивки на вторичната намотка. Това не е милост. Ясно е, че напрежението на намотката е пропорционално на броя на навивките, а индуктивността на бобината се увеличава пропорционално на квадрата на техния брой. В резултат на това дрънкането се променя.
Намотките са поставени върху две рамки от фибростъкло с дебелина 2 mm. Секциите на първичната и вторичната намотка върху рамката на кожата са разделени от изолационна буза, изработена от същия материал. Отворите в рамките за магнитопровода са с 1,5...2 mm по-широки и по-дълги от напречното сечение на останалия. Това елиминира проблемите при сгъване. За да избегнете деформация на рамката, преди да я навиете, я поставете здраво върху дървен дорник. Първичната намотка се състои от две секции (I" и I"), разпръснати върху различни рамки и свързани паралелно. Кожата на секция е 230 навивки сърцевина PEV-2 с диаметър 1,9 mm. Секциите могат да бъдат навити със 115 ив, ейл Те ще трябва да се свържат последователно Преди навиването на следата на крака, кожната топка трябва да се втвърди с леки удари на дървен чук и да се покрие с избелващ лак.
За вторичната намотка авторът използва алуминиева шина с напречна греда от 30 mm 2 (5x6 mm). Ако гумата е с приблизително същата площ на напречното сечение или различен размер, ще трябва леко да промените ширината на секцията на рамката, за да поемете намотката. Преди да навиете неизолираната гума, я увийте плътно с юрган или тънък памучен плат, нарязан отпред на ленти с ширина 20 мм. Дебелина на изолацията – не повече от 0,7 мм.
Секции II" и II" се навиват на 34 оборота, секции III" и III"" - по 8 оборота. Гумата се поставя върху рамката с две топки с широката страна към магнитопровода. Кожената топка се смачква със светлина удари с дървен чук и покрити с прозрачен лак.Подготовка След това касетите трябва да се изсушат.Температурата и сухотата на сушилнята трябва да се поддържат под маркировката на сушещия лак.
Магнитопроводът на трансформатора е изработен от студено валцована трансформаторна стомана с дебелина 0,35 mm. На повърхността има черна горещо валцована стомана, повърхността на студено валцувания лист е бяла. Възможно е изрязване на стоманена ламарина от магнитопроводи на трансформатори, които са в добро състояние и са монтирани в трансформаторни подстанции. Стоманата трябва да бъде изпробвана за методологията, за това, което е изложено повече. Веднага след като се направи последната стъпка, стойността на максималната индукция m значително се различава от тази, приета по време на разширяването (1,42 T), останалото ще трябва да се повтори и резултатите да се получат при подготовката на трансформатора. Стоманените листове се изрязват директно от валцуваната стомана на ленти с ширина 40 mm, които се нарязват на плочи с ширина 108 и 186 mm. Разкъсванията могат да бъдат отстранени с помощта на пила или пила със стърготини. Магнитопроводът се сглобява „от другата страна на улицата“ с евентуално по-малки празнини върху пластините.
Готовият трансформатор се поставя в сух корпус, изработен от немагнитен материал, като алуминий. Вентилационните отвори трябва да бъдат отворени върху кожата. До ниво 220 трансформаторът е свързан с кабел с медни захранващи проводници с напречно сечение най-малко 6 mm 2 и заземителен проводник, който е свързан към магнитопровода на трансформатора и неговия сух корпус. Мережевият гнездо е гнездо с три контакта (третият е заземителен), номинален за най-малко 63 A.
Краищата на вторичните намотки са надеждно свързани към резбови месингови щифтове с диаметър 8...10 mm, монтирани върху топлоустойчив електрически панел, монтиран върху сухата обшивка на трансформатора. Като месо за готвене, медени стрелички с обхват 16...25 mm 2. Електродите за заваряване (подготвени по всяко време) могат да бъдат създадени независимо, бързо, например с препоръки. Свредлата с диаметър 2...6 mm от мека нисковъглеродна стомана са разделени на прави срезове от 300...400 mm. Покритието се приготвя с 500 г крайд и 190 г рядко стъкло, разредени с бутилка вода. Смелете тези количества за 100-200 електрода.
За да подготвите резниците, увийте целия гълъб в покритието, като оставите само краищата без покритие за около 20 mm, изцедете и изсушете при температура 20...30°C. Такива електроди са подходящи за заваряване като сменяем или постоянен източник. Разбира се, смрадовете могат да бъдат само навременна алтернатива на пускането им по търговски начин. Не е добре да се възползвате от тях във военната професия.
ЛИТЕРАТУРА
5. Закс М. И. та в. Трансформатори за производство на електрическа дъга. -Л.: Вища школа, 1988.
6. Баранов В. Маломощен електрически котел.-Радио, 1996 г. бр.7, с. 52-54.
7. Горски A. N. Ta в. Повреда на електромагнитни елементи от вторичното електрическо захранване. - М: Радио и връзки, 1988.
8. Книгата на електротехника на Довидков. - М: Енерговидав, 1934.
Дизайнът на автономните заваръчни трансформатори има отделна специфика, тъй като в повечето случаи те не отговарят на типичните схеми и за тях в по-голямата си част е невъзможно да се установят стандартни методи за проектиране и разлагане за промишлени трансформатори. Спецификата се състои в това, че при изготвянето на собствените кутии параметрите на техните компоненти се съобразяват с материалите, основно чрез магнитопровода. Често трансформаторите не се сглобяват от най-късата трансформаторна клетка, навиват се с най-късия проводник и се нагряват и вибрират силно.
Когато се подготви трансформатор, който е подобен по дизайн на индустриалните компоненти, е възможно да се ускори проектирането, като се използват стандартни методи. Такива методи установяват най-оптималните стойности на намотката и геометричните параметри на трансформатора. Но от друга страна, тази оптималност е ограничена от стандартните методи. Така че те изглеждат абсолютно безсилни, когато някой параметър надхвърли стандартната стойност.
Зад формата на сърцевината се разделят трансформатори от бронирани и лентови типове.Трансформаторите от ударен тип, в сравнение с трансформаторите от брониран тип, произвеждат по-висока CCD и позволяват по-голяма здравина на струните в намотките. Затова започват да звучат трансформаторите, зад рядкото вино се чува бръмчене.
В зависимост от естеството на намотките устройството се разделя на трансформатори с цилиндрични и дискови намотки.
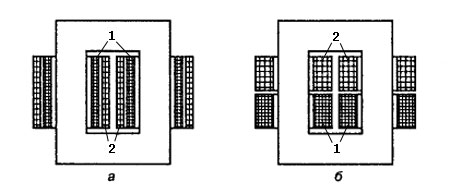
Видове трансформаторни намотки: а - цилиндрична намотка; b - намотка на диска. 1 - първична намотка; 2 - вторична намотка.

При трансформатори с цилиндрични намотки едната намотка е навита върху другата. Как се познават намотките? минимално разстояниепо един или друг начин, тогава практически целият магнитен поток на първичната намотка се комбинира с навивките на вторичната намотка. Само част от магнитния поток на първичната намотка, наречен поток на разсейване, протича в пролуката между намотките и не е свързан с вторичната намотка. Такъв трансформатор има тежка характеристика (прочетете за волт-амперната характеристика на заваръчна машина). Трансформатор с тази характеристика не е подходящ за ръчно заваряване. За да регулирате падащите външни характеристики на уреда за готвене, в този случай използвайте баластен реостат или дросел. Наличието на тези елементи усложнява използването на заваръчния апарат.
При трансформатори с дискови намотки първичната и вторичната намотка са отделени една от друга. Това означава, че част от магнитния поток на първичната намотка не е свързана с вторичната намотка. Изглежда, че тези трансформатори може да са виновни за електромагнитно разсейване. Такъв трансформатор има необходима, намаляваща външна характеристика. Индуктивността на трансформатора се дължи на взаимното въртене на намотките, тяхната конфигурация, материала на магнитната верига и пренасянето на метални предмети близо до трансформатора. Следователно точното проектиране на индуктивността на веригата е практически невъзможно. В практически план развитието на структурата се извършва в посока на последващи подходи поради предстоящите уточнявания на детайлните и конструктивни данни по практически начин.
Регулирането на заваръчната струя може да се постигне чрез смяна на стойката между намотките, които се навиват с намотки. В ежедневните умове е важно да смените трансформатора с разхлабени намотки. Изходът на произведения трансформатор може да се основава на фиксираната стойност на заваръчния поток (на същата стойност на напрежението на празен ход). По-фино регулиране на заваръчната струя може да се направи чрез поставяне на заваръчния кабел в пръстени (кабелът става много горещ).
Особено силни разсейвания и следователно рязко падаща характеристика се наблюдават в трансформатори с U-образна конфигурация, в която намотките са отделени от различни рамена и пролуката между намотките е особено голяма.

Миризмите обаче причиняват много болка и може да не предизвикат силно усещане.
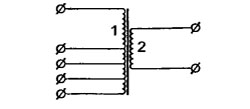
Съотношението на броя на завъртанията на първичната намотка N 1 към завъртанията на вторичната намотка N 2 се нарича коефициент на трансформация на трансформатора n и тъй като разликата в разходите не е включена, тогава справедливият израз е:
n = N 1 /N 2 = U 1 /U 2 = I 2 /I 1
de U 1, U 2 - напрежение на първичната и вторичната намотка; I 1, I 2 - ток на първичната и вторичната намотка, A.
Когато започвате да сгъвате трансформатора, би било разумно да поставите жица между изходния проводник и да навиете намотките, докато се приложи напрежение. Въпреки че тук можете да се съсредоточите върху максималното възможно напрежение за конкретно устройство, важно е да се отбележи, че в случай на еднофазна верига е малко вероятно всеки трансформатор да развие захранване, по-голямо от 200A. В този случай е необходимо ясно да се разбере, че с повишен стрес нивото на нагряване и износване на трансформатора се увеличава, необходимите отпадъци и скъпи части се увеличават, вагината, а не кожата електричество Ограничението може да повлияе на апетита за натискане на готвене апарати. Златната среда може да бъде напрежението на трансформатора, достатъчно за работата на най-големия работещ тримилиметров електрод с изходен ток от 120-130А.
Напрежението на заваръчния трансформатор и устройството като цяло ще бъде по-старо:
P = U x. × I Св. × cos(φ) / η
de U x.g. - Напрежение на празен ход, I ст. - Strum welding, φ - намаляване на фазовата разлика между strum и напрежението. Тъй като самият трансформатор е индуктивен, тогава всички фази ще изчезнат. В този случай промяната на якостта с напрежение cos(φ) може да се приеме равна на 0,8. η – ККД. За заваръчен трансформатор KKD може да се приеме равен на 0,7.
За дупето вземаме данните за заваръчния трансформатор, номинален за работния ток на вторичната намотка I 2 = 160 A, с изходно напрежение на отворена верига U 2 = 50 V, напрежение на ръба U 1 = 220V, стойността на PR (тривиалността на робота) е приемлива, да речем, 20% (за PR диапазонът е по-нисък).
Нека въведем параметъра за напрежение, който определя напрежението на трансформатора:
P dl = U 2 × I 2 × (PR/100) 1/2 × 0,001
P dl = 50 × 160 (20/100) 1/2 × 0,001 = 3,58 kW
de PR – коефициент на загуба на труд, %. p align="justify"> Факторът на мощността показва колко часа (за стотици единици) трансформаторът работи в дъгов режим (загрява) и решава да прекара един час в неактивен режим (колабира). За самостоятелни трансформатори PR стойностите са равни на 20-30%. Самият PR обаче не се влива в изходния низ на трансформатора, тъй като връзките на завоите на трансформатора не са посочени в PR параметъра за готовия вибратор. Това до голяма степен ще зависи от други фактори: разрезът на сърцевината и дебелината на тръбата, изолацията и методът на полагане на сърцевината, вентилацията. От гледна точка на индуцираната техника обаче е важно, че за различни PR оптималната връзка ще бъде единична връзка между няколко навивки на намотки и плосък разрез на магнитната сърцевина, дори ако имате За съжаление, напрежението става постоянно и се изразходва за задачите на струята I 2. Няма смисъл да вземете PR, да речем, 60% или всички 100% и да работите с трансформатора на по-ниска стойност, тъй като на практика е необходимо. Ако искате, най-доброто разбиране на данните за намотката и геометрията на трансформатора ще осигури избора на по-ниска PR стойност.
За да изберете броя на завъртанията на намотките на трансформатора, се препоръчва да използвате емпиричната сила на един завой E (във волта на завой):
E = 0,55 + 0,095 × P dl (P dl y kW)
E = 0,55 + 0,095 × 3,58 = 0,89 V/оборот
Тази застоялост е вярна за широк обхватналягане, за най-добри резултати диапазонът е 5-30 kW.
Броят на навивките (сумата от двете половини) на първичната и вторичната намотка се изчислява съответно:
N 1 = U 1 / E; N2 = U2/E
N1 = 220/0,89 = 247; N 2 = 50/0,89 = 56
Номинална мощност на първичната намотка в ампери:
I 1 = I 2 × k m /n
където k m =1,05-1,1 е коефициентът, който предпазва магнетизиращата опора на трансформатора; n = N 1 / N 2 – коефициент на трансформация.
n = 247/56 = 4,4
I 1 = 160 × 1,1/4,4 = 40 A
Стоманената рамка на ядрото на трансформатора (cm 2) се определя по формулата:
S = U 2 × 10000/(4,44 × f × N 2 × B m)
S = 50 × 10000/(4,44 × 50 × 56 × 1,5) = 27 cm 2
de f = 50 Hz – пропилова честота на потока; B m - Индукция на магнитно поле в сърцевината, T. За трансформаторна стомана индукцията може да се приеме като B m = 1,5-1,7 T, но се препоръчва да се вземе по-близо до по-ниска стойност.
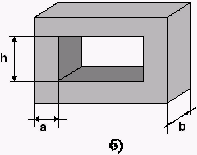
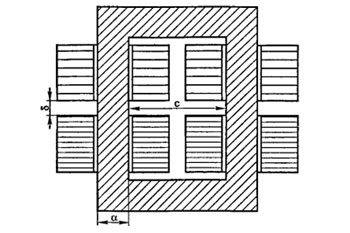
Конструктивните размери на трансформатора се определят от структурата на магнитната сърцевина. Геометрични параметри на магнитната верига в милиметри:
de p1 = 1,8-2,2; p 2 = 1,0-1,2. Въз основа на линейните размери на страните на избрания трансформатор, площта, където се срязва магнитната верига, ще бъде много по-голяма за необходимата стойност, което изисква неизбежните празнини между плочите в монтажния комплект и следното:
S iz = S/k c
S iz = 27/0,95 = 28,4 cm 2
de k c =0,95-0,97 – коефициент на запълване на стоманата.
Стойностите (a) се избират най-близо до обхвата на трансформаторната стомана, крайните стойности (b) се коригират към предишните (a), като се фокусира върху изваждането на стойностите S и S.
Височината на магнитната сърцевина не е строго определена от метода и се избира въз основа на размерите на намотките с проводник, монтажните размери, както и позицията между намотките, която се монтира при регулиране на трансформаторната линия. Размерът на намотката се определя от размера на лентата, броя на навивките и начина на навиване.
Заваръчният поток може да се регулира чрез преместване на секциите на първичната и вторичната намотка една по една. Колкото по-голямо е разстоянието между първичната и вторичната намотка, толкова по-малко напрежение ще изпита заваръчният трансформатор.
Такъв ранг, за Zvarivalny трансформатор ZI с парламент от 160a otrimann, основният параметър: Sumarna kilkіst Vitkiv perpet cat N 1 = 247 WITKIVA VIMIREVASK PROVERIZ MAGNITOPROP S = 28,4 cm 2. Разширяването със същите изходни данни, с изключение на PR = 100%, ще даде много различни отношения S и N 1: 41,6 cm 2 и 168, подобни на същия поток от 160 A.
Какво трябва да се направи след анализ на резултатите? На първо място, този тип връзка има връзка между S и N за единичен поток на действие само за заваръчен трансформатор, подготвен с помощта на верига с подобрено магнитно разсейване. Като че ли сме обобщили стойностите на S и N, взети за този трансформатор, за друг трансформатор - генериран от веригата силов трансформатор(Div. Malyunok Nizhde), тогава vihid Strum при стойностите на Tikh на s I N 1 е валидно zRIS Bi, приблизително в 1,4-1,5 grozy, изобилието от него е приблизително в дълбините на zylshiti kilkiy vitkiv първични котки No , 1 за zbereznaya размер на struma.

Заваръчните трансформатори, в които секции от вторичната намотка са навити върху първичната намотка, стават значително по-широки, когато самостоятелна подготовкаапарат за готвене. Техният магнитен поток е по-концентриран и енергията се пренася по-ефективно, за да се подобрят заваръчните характеристики, които обаче могат да бъдат коригирани чрез дросел или баласт.
Най-важната част от заваръчния трансформатор е магнитопроводът. В много случаи за самонавиване се използват магнитни вериги от стари електрически инсталации, тъй като преди това има много заваряване: всякакви големи трансформатори, автотрансформатори (LATR), електродвигатели. Често тези магнитни вериги имат дори екзотична конфигурация, тъй като геометричните параметри не могат да бъдат променени. Производственият трансформатор трябва да бъде застрахован с помощта на нестандартен магнитопроводник, vikorist и нестандартен метод за застраховане.
Най-важните параметри по време на разширяването са зоната, където се срязва магнитната сърцевина, броят на навивките на първичната намотка и разхлабеността на магнитната сърцевина на първичната и вторичната намотка на трансформатора. Напречното сечение на магнитната верига в този случай варира в зависимост от външните размери на компресирания пакет от плочи, без да се вземат предвид разходите за пролуките между плочите и се изразява в cm 2. При живо напрежение от 220-240V, с незначителна поддръжка в линията, можем да препоръчаме усъвършенствани формули за близко насочване на навивките на първичната намотка, които дават положителни резултати за потоци от 120-180A за много видове трансформатори iv. По-долу са дадени формулите за двете екстремни опции за въртене на намотките.
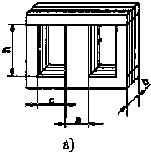
За трансформатори с намотки на едно рамо (малки отдолу, a):
N 1 = 7440 × U 1 /(S iz × I 2)
За трансформатори с отделни намотки (фигура по-долу, b):
N 1 = 4960 × U 1 /(S iz × I 2)

където N 1 е приблизителният брой навивки на първичната намотка, S z е изрязването на магнитната сърцевина (cm 2), I 2 е настройката на заваръчния низ на вторичната намотка (A), U 1 е граница на напрежението.
В този случай е необходимо да се има предвид, че за трансформатор с първична и вторична намотка, разделени по различни рамена, е малко вероятно да може да изтегли ток, по-голям от 140A - това показва силна дисперсия на магнитното поле. Също така не е възможно да се съсредоточите върху захранването от 200А на други видове трансформатори. Формулите са по-близки до характера. Някои трансформатори с особено малки магнитни вериги произвеждат значително по-ниски стойности на изходния ток. Освен това има много параметри, които не могат да бъдат измерени и разбрани напълно. Не е известно какъв вид материал се използва при изготвянето на едното или другото, отстраняване от стария притежаван магнитопровод. Напрежението в електрическата верига може да варира значително (190-250V). Още по-лошото е, че захранващата линия съдържа значителен източник на напрежение, възлизащ само на един ом, той практически не се влива в показанията на волтметъра, което е голяма вътрешна опора, в противен случай може значително да намали напрежението на заваръчния шев. По принцип се препоръчва първичната намотка на трансформатора да се отстрани от основната намотка след 20-40 оборота.
В този случай ще бъде по-точно възможно да изберете напрежението на трансформатора или да го регулирате според определено ниво на напрежение. Броят на завъртанията на вторичната намотка се определя от връзката (с изключение на „гласа“, например от два LATR):
N 2 = 0,95 × N 1 × U 2 /U 1
където U 2 е напрежението на празен ход на изхода на вторичната намотка (45-60V), U 1 е граничното напрежение.
Оптималната стойност за прекъсване на магнитната верига за типичен заваръчен трансформатор е определена в приложението по стандартния метод (160A, 26 cm2). Proteus, който сега е оптимален по енергийни показатели, е същият и може да бъде възможен в бъдеще по отношение на конструктивни и икономически промени.
Например, трансформатор от същия тип може да причини прекъсване на магнитна верига с разлика от две: да речем 30-60 cm 2 . При тази скорост броят на завъртанията на намотките ще бъде намален приблизително два пъти: за 30 cm 2 ще трябва да навиете два пъти повече, по-малко за 60 cm 2. Ако магнитната сърцевина има малка дупка, тогава рискувате всички навивки просто да не се поберат в обема му или в крайна сметка да усучете дори тънък проводник - в този случай е необходимо да увеличите обхвата на магнитната сърцевина с по-малко брой завои (от значение за много самоходни трансформатори). Друга причина е икономическата. Тъй като материалът за намотка е в недостиг, тогава, в съответствие с неговите желания, този материал ще трябва да бъде защитен в максималната възможна степен, като се увеличи магнитопроводът до по-голям диапазон. От друга страна, магнитопроводникът е най-важната част от трансформатора. Зоната, където е срязана магнитната верига, е проблем, а преди това вече има забележим проблем. Проблемът с повишеното напрежение е особено забележим, когато трансформаторът е навит с алуминиев прът, напрежението е много по-малко стомана и следователно повече мед. С големи запаси от материал и достатъчни размери на магнитната верига, този елемент на дизайна може да бъде избран по-тънък. Във всеки случай не се препоръчва да падате под стойността от 25 cm 2, а също и да не надвишавате 60 cm 2.
В същото време не е възможно да се прецени напрежението по потока на празен ход: потокът може да бъде различен за различните видове трансформатори. Въпреки това, след като се наблюдава наличието на поток в първичната намотка в режим на празен ход, може по-добре да се прецени мощността на трансформатора. За тази цел първичната намотка на трансформатора трябва да бъде свързана чрез LATR, което ви позволява плавно да променяте напрежението върху него от 0 до 240V. Lancug също има включен амперметър.
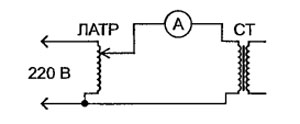
Чрез увеличаване на напрежението върху намотките е възможно да се елиминира отлагането на тока от жизнения стрес. Уау, това е толкова страхотен външен вид.

Първоначално кривата е празна, но расте линейно до малка стойност, след това скоростта на растеж се увеличава - кривата се огъва нагоре, след което следва потока на нарастващ поток. В същото време, ако кривата е насочена към точката на несъответствие, тя се изпомпва до напрежение от 240V (крива 1), което означава, че първичната намотка съдържа малко навивки и е необходимо да я пренавиете. Необходимо е да се гарантира, че трансформаторът има около 30% повече превключватели на същото напрежение без LATR. Ако точката на работното напрежение лежи върху основната крива, тогава при заваряване на трансформатора ще се постигне максималното му напрежение (крива 2). В случай на криви 3, 4, трансформаторът има живот на херметичност, който може да бъде увеличен чрез промяна на навивките на първичната намотка и има лек поток на празен ход: повечето от самонавиващите се зъбни колела са ориентирани в това положение . В действителност токовете на празен ход варират за различните видове трансформатори, повечето от които работят в диапазона 100-500 mA. Не се препоръчва да инсталирате превключвателя за празен ход над 2A.
Когато спечелите на този сайт, е необходимо да поставите активни съобщения на този сайт, видими за ползвателя и роботите за търсене.
Представяме ви КАЛКУЛАТОР за автоматизация
(SP 16.13330.2011 Стоманени конструкции, Подпомогнати при проектирането и разработването на стоманени съединения на SK до главата на SNiP II-23-81)
Кратко видео ревю:
ВЪЗМОЖНОСТИ НА КАЛКУЛАТОРА
Автоматизация на разхунок широк клас заварени купчини шевове.
Разширеният комплекс в своя сектор се актуализира от софтуерния пакет SCAD Office (раздел "Кристал. Заваряване") според диапазона от модели на заварени шевове, които варират, броя на работещите по шевовете на външните тенденции (Qx, Qy , N, Mx, My, M z), В същото време використанът също е интелигентен и нежен.
Калкулатор за сигурност 12 видео материала (повече от 4 години) с един поглед теоретични засадиотваряне на купчини заварени шевове и покритие на безлични приклади, отваряне на шевове с различни конфигурации.
Достатъчно е да въведете изходните данни, за да премахнете бързо коефициента на неносещо качество на разделените шевове.
Видео на живо и коментари от облачния запис на С.А. Макеев.
http://bit.ly/1A1IQWr http://bit.ly/129OcAT
Като част от по-подробно разбиране на материалите на калкулатора, размерът на изрязаните заварени шевове в момента е достъпен за преглед без котки (UT) и интересно видео ( Zagalne posilannya на плейлиста):
1. Видео преглед на калкулатора "Разрахунок на заварени заварени шевове" https://youtu.be/BE40vVJNPN4
2. Кратко въведение в теорията на rozrukhunku kulov заварени шевове https://youtu.be/X7eRLGFt8X0
3. Rozrohanok заварени подгъви шевове припокриване (1, 2, 3) https://youtu.be/8W1iZIWP4l8
4. Разрахунок от заварени подгъващи шевове, прав разрез по план https://youtu.be/Yilrh6DmL0U
5. Завъртане на заварените подгъви по контура на пръстена в план https://youtu.be/R9AsQcdYz4s
6. Rozhrakhunok заварени шевове на I-beam контур https://youtu.be/xhGO5Oxqi1g
7. Разрахунок на вертикални право нарязани заварени шевове https://youtu.be/zYkY76tiVHw
8. Rozkhunok хоризонтални и H-подобни подгъва https://youtu.be/Lt4k6PoxFDQ
9. Завъртане на шевовете на елементите на фермата от сдвоени снопове https://youtu.be/Z5dFXq-jLX0
10. Rozhrakhunok вертикални пръстеновидни шевове https://youtu.be/z6TI7rEFugU
11. Разположение на хоризонтални, радиално ориентирани шевове https://youtu.be/22bUl_B5S3Y
12. Заварени шевове с усукани стълбове от кутия с канали https://youtu.be/kXdxBXln__M
Когато поръчате калкулатора, ще ви бъде изпратена по имейл папка за изтегляне на всички материали: 12 видео файла, Excel файлът на самия калкулатор и набор от предварителна и нормативна литература от тъмния или Yandex диск.
Складова папка за придобиване на материали на калкулатора за подаване е по-долу:
Склад на папката с видео материали (12 видеоклипа с изключителна тривалност за 4 години) на калкулатора за подаване по-долу:
Датският дизайн на трансформатора за заваряване е подходящ за изпълнение на дизайна на трансформатора за точково заваряване.
Както е описано повече от веднъж, трансформаторът се състои от сърцевина и две намотки. Самите тези елементи на дизайна показват основно заваряване. Знаейки предварително каква е номиналната мощност на веригата, напрежението на първичната и вторичната намотка, както и други параметри (), се определя разположението на намотките, сърцевината и разреза.
В часа на изпитване на конструкцията на трансформатора за заваряване се вземат за основа следните данни:
Напрежение на първичната намотка U1. По същество няма бариери за напрежение, без значение какъв тип трансформатор е. Може да бъде 220 или 380 V; номинално напрежение на вторичната намотка U2. Електрическото напрежение, което е налице след намаляване на входа, не надвишава 80 V. Необходимо за иницииране на дъгата; номинална мощност на вторичната намотка I. Този параметър се избира въз основа на вида на електродите, използвани за заваряване, и максималната дебелина на метала, който може да бъде заварен; площ на сърцевината Sc. Надеждността на роботизираното устройство е скрита под повърхността. Оптималната площ на рязане е от 45 до 55 cm2; площад vikna Така. Площта на основния прозорец е избрана от структурата на добра магнитна дисперсия, отстраняване на излишната топлина и лекота на навиване. Оптималните параметри са от 80 до 110 cm2;
Дебелина на намотката (A/mm2). Това е важен параметър, който показва електрическите отпадъци в намотките на трансформатора. За самостоятелни трансформатори задайте този индикатор на 2,5 - 3 A. място
Като правило приемаме следните параметри за заваръчен трансформатор: гранично напрежение U1=220 V, напрежение на вторичната намотка U2=60 V, номинална мощност на тока 180 A, площ на напречното сечение на сърцевината Sc=45 cm2, площ на прозореца So =100 cm2, дебелина Има навиваща се линия 3 A.
P = 1,5 * Sc * So = 1,5 * 45 * 100 = 6750 W или 6,75 kW.
важно! Тази формула има коефициент 1,5 за трансформатори със сърцевина тип P, Sh. За тороидални трансформатори този коефициент е повече от 1,9, а за ![]() жила тип PL, ShL 1.7.
жила тип PL, ShL 1.7.
важно! Както в първата формула, коефициентът е 50 vicoristans за трансформатори със сърцевина от тип P, Sh. За тороидални трансформатори е повече от 35, а за сърцевини от тип PL, ShL 40.
Сега сме определили максималната сила на потока върху първичната намотка по формулата: Imax = P/U = 6750/220 = 30,7 A. Броят на навивките е загубен в резултат на анулирането на данните.
За подреждането на завоите се използва следната формула: Wх = Uх * K. За вторичната намотка ще бъде W2 = U2 * K = 60 * 1.11 = 67 завъртания. За първото развитие спестяваме малко за една година и след това там ще се установи различна формула. Често, особено при тороидалните трансформатори, структурата на платките за регулиране на мощността се променя. Струва си да опитате да видите стрелата на хода на песента. Структурата се определя по следната формула: W1st = (220 * W2) / Ust.
Необходимо е да се отвори ретината на нивото на нивото на кожата Ust. За това скоростната формула е U=P/I. Например, трябва да създадем няколко степени с регулиране на 90 A, 100 A, 130 A и 160 A за нашия трансформатор 6750 W. След като изпратихме данните към формулата, можем да премахнем U1st1=75, U1st2=67.5, U1st3=52, U1st4=42.2 V.
Премахването на стойността е представено под формата на подредба на завъртания за контролните етапи и премахва W1st1=197 завоя, W1st2=219 завоя, W1st3=284 завоя, W1st4=350 завоя. Като добавим още 5% към максималната стойност на съкратените навивки за 4-ти етап, получаваме действителния брой навивки - 385 навивки.
Накрая трябва да покрием нишката на първата и втората намотка. За тази цел разделяме максималната вълна на намотката на кожата на дебелината на вълната. В резултат на това Sпърво = 11 mm2 и Ssecond = 60 mm2.
важно! Конструкцията на контактния трансформатор е заварена по подобен начин. Ейл е нисък в ежедневните задължения. Вдясно номиналната мощност на вторичната намотка за такива трансформатори е около 2000 - 5000 A за ниско налягане и до 150 000 A за стегнати. Регулирането на такива трансформатори се състои от до 8 етапа с помощта на променливи кондензатори и диоден мост.
| Статистика по темата: | |
|
Силата на боровите иглички При външен застой
Сибирският кедър е вечнозелено иглолистно дърво, известно с кожата си. Ако посетите гладиоли
Според легендата гладиолите са израснали от мечовете на двама изгубени приятели. Семеен цибул: описание и характеристики на сортовете, засаждане и наблюдение Как да отглеждаме семейния цибул
Много градинари не губят енергията си за отглеждане и оценяване на семейното семейство. | |




