birajte čitaoce




Popularna statistika
Glatki okovi su univerzalniji materijal, koji je uporediv sa sličnim okovima s valovitim profilom. Međutim, bez obzira na svestranost takve armature, ne preporučuje se njeno korištenje u ovim situacijama, jer je potrebno izraditi armiranobetonske konstrukcije koje su izložene većoj vrijednosti. Danas postoji niz vrsta glatkih okova, koji su podijeljeni i po tehnologiji proizvodnje i po klasi njihove vrijednosti.
Čelična armatura je glavni element koji se koristi za efikasno armiranje konstrukcija od betona. Uz pomoć ovakvih metalnih šipki povećava se korisnost dijelova svakodnevnih konstrukcija (rekret, temelji, stupovi), pojedinačnih dijelova (grede, ploče, drenažni elementi), kao i raznih betonskih komponenti koje se pripremaju od betona (materijala). iv, cijevi, ploče, itd.) .
Najkraćom snagom čelična armatura sa valovitim profilom se kombinuje sa betonom, koji se takođe koristi za građenje konstrukcija koje su podložne napretku u svojoj vrednosti, pouzdanosti i izdržljivosti. Tajming je često pogodniji za valovitu armaturu, nižu cijenu betonske konstrukcije sa glatkim profilom, pa će biti ekonomičnije osigurati potrebne karakteristike betonskih konstrukcija.cjeline.
Praktično je nemoguće bez glatke armature, jer su betonske konstrukcije stvorene u dekorativne svrhe i loše se održavaju tokom rada. Ove vrste problema uključuju: kratke stepenice i predimenzionirane stupove, pragove, košuljice i zidove, građevinske blokove, ploče za popločavanje itd. Iza pre-jedinice glatke čelične armaturi, shvi funti mízh zzh Tseglin, blokovi Budiemia, chim je jednostavno zbilly, isto, karakteristike karakteristike mešanja sporujuvan Budovi. S takvim ojačanjem se glatke čelične šipke mogu postaviti u šavove dijelova u jezgri okolnih elemenata ili se mogu vezati u armaturnu mrežu.
Svestranost glatke čelične armature također leži u činjenici da se takav element koristi ne samo za poboljšanje karakteristika korisnosti različitih betonskih sredstava, već i za obavljanje niza drugih zadataka. Najšira područja očvršćavanja ove armature su:

Fiksator se okreće, formiran od zavarenog slova "G" glatke armature
Standard, koji je u skladu sa tehničkim i drugim karakteristikama najnaprednijih tipova okova glatkog tipa, je GOST 5781-82. Odredbe ovog GOST-a propisuju prednosti čelika koji imaju okruglu prečku i kontinuirani ili glatki profil. Svrha takvih čeličnih armatura, kako je navedeno u GOST-u, je armiranje primarnih, kao i naknadno napregnutih konstrukcija, ojačanih betonom.
Državni standard 5781-82 klasificira čelik za armiranje u nekoliko tipova, ovisno o vrijednosti, mehaničkim i drugim svojstvima ovog materijala:

Za naznačenu klasu materijala, koja je vidljiva na krakovima, prepoznaje se takva karakteristika kao što je rub ruba. Vzagali, upućujući slovnim vrijednostima ne sam rub čelika za proizvodnju armature visoke klase, koji se mjeri u kgf / mm 2, već je njegova vrijednost povećana za 10 puta. Dakle, za čelik klase A1 (A240) granica dužine treba biti 24 kgf/mm2, a za klasu materijala A2 (A300) - 30 kgf/mm2.
Prema GOST 5781-82, samo se fitinzi klase A1 proizvode sa glatkim profilom, a sve ostale kategorije - sa periodičnim profilom. Danas GOST razmatra i mogućnost izrade sa glatkim profilom čelične armature klasa A2-A5, koju preporučuje materijal za spajanje.


Među uobičajenim proizvodima za armiranje, najpopularnija je armatura koja je klasificirana kao klasa A-I. Proizvodi se samo sa glatkim profilom. Upravo iz tog razloga, odredbe GOST-a prenose proizvodnju armature svih drugih klasa, posebno sa periodičnim profilom.
Velika popularnost okova klase A1 je zbog činjenice da samo mehanička čvrstoća, kao i druge karakteristike materijala koji se koristi za njegovu pripremu, omogućavaju brzo postizanje svih prednosti koje se daju glatkim profesionalcima. Teretni čelik razreda St3sp, St3ps i St3kp, od kojih je pripremljen klasa A-I, Koristiti takav virus na zaista univerzalan način. Ova čelična armatura je otporna na savijanje, lako se zavariva i lako podložna drugim metodama obrade.
Prema GOST 5781-82, armaturni proizvodi drugih klasa izrađuju se od ugljičnog čelika s većim karakteristikama performansi ili od niskolegiranih čeličnih legura. Dakle, materijali za uklanjanje armature različite vrsteє:
Ako hemijsko skladište niskolegiranih čelika, koje se skladišti za proizvodnju armaturnih šipki, podliježe odredbama GOST 5781-82, tada za ugljične čelike postoje norme drugačijeg standarda: 380.
GOST 5781-81 propisuje ne samo tehničke i druge parametre armaturnih šipki glatkog profila, već i njihov asortiman, koji uključuje 20 standardnih veličina takve armature. Dakle, odredbe GOST-a prenose proizvodnju glatke armature sljedećih prečnika: 6, 8, 10, 12, 14, 16 mm, kao i 18, 20, 22, 25, 28, 32, 36, 40, 45 , 50, 55, 60, 70 i 80 mm. Područje rezanja armature tipa kože i mase za hranjenje (teoretski) također se može odrediti prema odredbama GOST 5781-82. Za kundak, teoretska vrijednost armature je 16 mm u prečniku, 1,58 kg u originalu i 39,46 kg u prečniku 80 mm.
Standard utvrđuje pravila za označavanje komponenti armature, u kojima se može razviti označavanje elemenata nižeg nivoa:
16-A-I (A240) GOST 5781-82 - armaturna šipka prečnika 16 mm, što odgovara klasi A-I;
22-A-IV (A600) GOST 5781-82 - šipka za armaturu klase A-IV, čiji je prečnik 22 mm.
U tabeli, koja predstavlja čitav asortiman glatkih okova, mogu se prepoznati sve veličine koje odgovaraju kožnoj klasi klica, kao i njihove tehničke karakteristike.

Proizvodi koji se mogu proizvoditi prema nazivnom prečniku podležu odredbama standarda 2590. Potrebno je da budu usklađene sa svim toplovaljanim okruglim gredama čiji je prečnik u rasponu od 5-270 mm. Standard određuje da se takav parametar okruglih armaturnih šipki, kao što je njihova ovalnost, izračunava na sljedeći način: uzima se razlika između najveće i najmanje vrijednosti stvarnih promjera profila izmjerenih u jednom presjeku. Takva razlika, uz pomoć GOST-a, nije veća od zbroja tolerancija (plus i minus) potrebnih za dati promjer.
Armaturni čelik koji dolazi u različitim klasama, kao i različitih promjera, proizvodi se u sljedećem obliku:

Udvostručenje armaturnih šipki, koje se mogu postaviti u razmacima od 6-12 m, također može uzrokovati štetu. Dakle, makaze se mogu pustiti zamjeniku mirnog i nemirnog dovžina, a dozvoljene su i stranke miroljubivih dožina, gdje se može smjestiti najviše 15% nemirnih makaza, od kojih dožna nije manja od 2 metara. Regulatorni dokument dozvoljava da se iza ulaznih vrata od ormarića šipke glatke armature mogu rezati na dužine tako da se nalaze u razmaku od 5-25 m.
Za većinu komercijalnih proizvoda koji mogu pokazati primarnu ili povećanu tačnost, standard zahtijeva niže tolerancije:
Zakrivljenost čeličnih armaturnih šipki određena je standardom, ovaj parametar nije odgovoran za više od 0,6% njihove vrijednosti. Glatke armaturne šipke od čelika A-I-A-IV ne podliježu daljnjoj toplinskoj obradi, a za armiranje klasa A-V, Virobniki instalirati niskotemperaturnu utičnicu. Ova termička obrada, koja je u skladu sa GOST-om, ne može se završiti, jer se nakon testiranja, koje se mora provesti 12 godina nakon oslobađanja virusa, vrijednost vidnosnogo podređenosti armaturu treba postaviti na najmanje 9%, a nivo armature - najmanje 2%.

GOST, kao što je već rečeno, definira različite tehničke karakteristike i mehanička svojstva virusa. Sa svim ovim karakteristikama i moćima možete se upoznati gledajući sljedeće tabele, a za informacije ćemo pogledati njihovo djelovanje.
Do takvih parametara glatke armature, kao što je podrška od vremena do sata za kidanje, minimalni pritisak i ujednačen pritisak, standard predviđa sljedeće moguće rezultate:

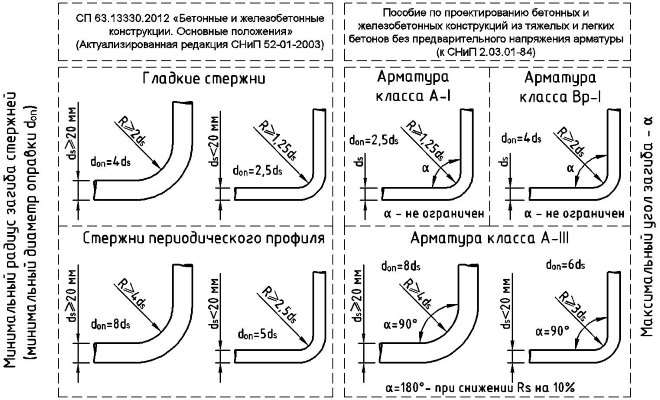
Čelična armatura glatkog tipa testirana je na vigin, a za klasu skina izrađuju se okviri sa različitim parametrima:
Parametri ispitivanja za spojeve različitih promjera također se razlikuju. Dakle, za biljke klase A-I (poprečna dimenzija prelazi 20 mm), figura je postavljena na okvir čiji je promjer jednak 2d; za elemente klase A-II (promjer također prelazi 20 mm), odabire se okvir promjera 4d. U procesu takvog testiranja dobijeni su pokazatelji greške majke s vrijednošću ne manjom od 0,95 vrijednosti navedenih u GOST 5781-82.
GOST propisuje da površina armaturnih šipki ne smije biti pod utjecajem pukotina i oštećenja koja nastaju uslijed naprezanja, tzv. kotrljajućih površina, nedostataka i lomova. Udarne ivice, valjana punila, prepreke, male mrlje korozije, ljuskavost i mreškanje na površini šipki još uvijek mogu biti prisutni. Čvrstoća i lakoća zavarljivosti armaturnih šipki će biti pohranjena u hemijsko skladištečelika, kao i tehnologiju njihove proizvodnje.
Čelične armaturne šipke glatkog profila, koje su dodatno podvrgnute termomehaničkoj obradi, proizvode se u skladu sa GOST 10884-94. vimogi dati normativni dokument Proširuju se na betonu poprečne dimenzije 6-40 mm, koji se koristi za armiranje betonskih konstrukcija.
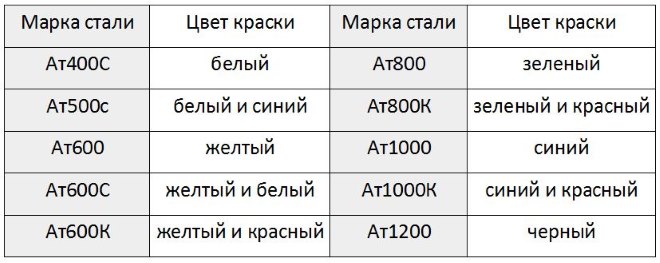
Vrijedna čelična armatura je također zastupljena u nizu klasa na koje se dijele ovisno o parametrima u nastavku.
Dakle, u zavisnosti od remontovanih parametara, armatura premium glatkog tipa je predstavljena sledećim klasama: At400S, At500S, At600, At600S, At600K, At800, At800K, At1000, At1000K, At1200.
Slijedeći standard 10884-94, važno je oslobađati viruse s periodičnim profilom. Krivci mogu biti lišeni virusa klase At800 i više visoki nivo Proizvodi koji se mogu pripremiti glatkog profila zbog vremenskih uslova berača i punila. Ako se kvalitetna armatura proizvodi sa glatkim profilom, tada su bitni tehnički parametri: širina, površina prečke, tolerancije težine i geometrijskih parametara, zakrivljenost, ovalnost jezgri itd. Potrebno je uklopiti se u okvir GOST 5781-82.
Različite klase glatkih, gradiranih spojnica karakteriziraju smanjeni promjeri ventila:
Dužina šipki glatke, stepenaste armature, koja se pere u fazi postavljanja materijala, može biti mirna (5,5-13,5 m) ili prihvatljiva (napetost do 26 m). Prihvatljiva modifikacija do dvije šipke takvih okova također je u skladu sa zahtjevima standarda 5781-82.
Pravila za označavanje glatkih okova, koja su dodijeljena određenoj vrsti, ni na koji način se ne razlikuju od redoslijeda označavanja elemenata koji su dodijeljeni prvoj kategoriji.

Ojačanja specijalnog tipa izrađuju se od niskolegiranih čelika:
Armatura glatkog tipa vrednuje se za parametre kao što su vremenska podrška za lom (N / mm2), međulinearnost (N / mm2), nosivost i uniformnost (%) odgovorni su za usklađivanje sa nižim vrednostima:
Glatke armature ovih tipova također se provjeravaju na vigin, za koje su okviri vikorizirani, čiji je prečnik 5d, a sam virib je savijen na rez 450.
Važno je napomenuti da su visokokvalitetni okovi koji se izrađuju glatkog profila oni koji nisu podložni kolapsu nakon 2 miliona ciklusa kada se na njih dovede napon, čija količina nije kriva manja od 70% vrijednost granične vrijednosti za eksploziju (nominalnu) o čemu svjedoči materijal pripremljene šipke.(Glasovi: 2 , Prosječna ocjena: 5,00 z 5)
Vruće valjani okrugli čelik sa glatkim i periodičnim profilom namijenjen je za ojačavanje armiranobetonskih konstrukcija teških opterećenja i prednjih naprezanja (čelik za armiranje) u skladu sa GOST 5781-82.
Klasifikacija i asortiman
U zavisnosti od mehaničke snage, armaturni čelik je podijeljen u klase:
Armaturni čelik se priprema u pramenovima ili koturovima. Armaturni čelik se priprema:
Na vimogo spozhivacha čelika klase A-I I (A300), A-III (A400), A-IV (A300) i A-V (A800) pripremljeni su glatko.
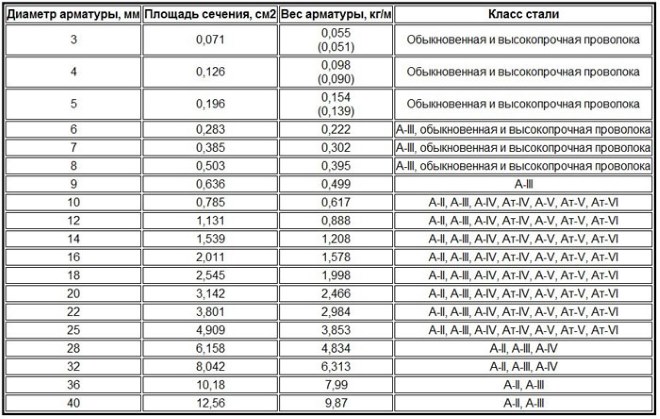
Tabela 1. Broj profila, površina poprečnog presjeka, težina 1 m glatkog i periodičnog profila od armiranog čelika (GOST 5781-82)
| broj profila | Masa 1m, kg | broj profila | Površina poprečnog presjeka, cm2 | Masa 1m, kg | |
|---|---|---|---|---|---|
| 6 | 0,283 | 0,222 | 28 | 6,160 | 4,830 |
| 8 | 0,503 | 0,395 | 32 | 8,040 | 6,310 |
| 10 | 0,785 | 0,617 | 36 | 10,180 | 7,990 |
| 12 | 1,131 | 0,888 | 40 | 12,570 | 9,870 |
| 14 | 1,540 | 1,210 | 45 | 15,000 | 12,480 |
| 16 | 2,010 | 1,580 | 50 | 19,630 | 15,410 |
| 18 | 2,540 | 2,000 | 55 | 23,760 | 18,650 |
| 20 | 3,140 | 2,470 | 60 | 28,270 | 22,190 |
| 22 | 3,800 | 2,980 | 70 | 38,480 | 30,210 |
| 25 | 4,910 | 3,850 | 80 | 50,270 | 39,460 |
Bilješke.
Težina profila od 1 m izračunata je prema nazivnim dimenzijama pri debljini čelika od 7,85 g/cm3.
Sigurnosni nivo 1 m ulja ne smije biti manji od 0,9.
Nazivni prečnici periodičnih profila slični su nazivnim prečnicima jednakih veličina u površini poprečnog preseka glatkih profila.
Granična varijacija prečnika glatkih profila u skladu je sa GOST 2590 za ekstremnu preciznost valjanja.
Armaturni čelik s periodičnim profilom je okrugli profil s dva duga rebra i poprečnim izbočinama koje se protežu duž trostruke vijčane linije. Za profile promjera 6 mm, izbočine se smiju odvijati duž linije zavrtnja s jednim startom, promjera 8 mm - duž linije zavrtnja sa dvostrukim startom.
Armaturni čelik klase A-II (A300), proizveden u originalnom obliku, sa profilom prikazanim na sl. 1a, i profil specijalne namjene Ac-II (Ac300), istaknut na Sl. 2a, moja majka je kriva što smo hodali duž linija šrafova sa novim unosom na obje strane profila.
Čelik klase A-III (A400) je pripremljen sa profilom prikazanim na sl. 1b, i klase A-IV (A600), A-V (A800), A-VI (A1000) sa profilom prikazanim na Sl. 1 b, 2 b, mamina greška, istupiti po zavojnim linijama koje idu s jedne strane desnog profila, a sa druge - lijeve.
Armaturni čelik specijalne klase Ac-II (Ac300) se priprema profilima prikazanim na sl. 1a ili 2a. Profil, ciljanje na Sl. 2a, posebna namjena je pripremljena za udobnost proizvođača i zaposlenika. Oblik i dimenzije profila prikazani na sl. 2a i 2b se mogu specificirati.
Tabela 2. Dimenzije čelika za armiranje prikazane na sl. 1 a, b (GOST 5781-82)
| d, mm | d- |, mm | Broj profila (nominalni prečnik d H), mm | d, mm | d- |, mm | ||
|---|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 | |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 | |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 | |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 | |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 | |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 | |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 | |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 | |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 | |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
čelične armature klase A-l(A240) i A-II (A300) prečnika do 12 mm i klase A-III (A400) sa prečnikom do 10 mm uključujući, proizvode se u pramenovima ili pramenovima, velikih prečnika - u pramenovima.
Armaturni čelik klasa A-IV (A600), A-V (A800) i A-VI (A1000) svih veličina proizvodi se u šipkama prečnika 6 i 8 mm i priprema se prema željama proizvođača u skladu sa zavojnicama.
Makaze se pripremaju u dužinama od 6 do 12 m:
U seriji kratkotrajnih makaza, prisustvo dugodlakih makaza od 3 do 6 m ne smije biti više od 7% mase serije.
Tabela 3. Dimenzije čelika za armiranje prikazane na sl. 2 a, b (GOST 5781-82)
| Broj profila (nominalni prečnik d H), mm | d, mm | d 1, mm | Broj profila (nominalni prečnik d H), mm | d, mm | d, mm | |
|---|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 | |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 | |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 | |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 | |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 | |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 | |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 | |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 | |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 | |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
Tabela 4. Kvalitete niskolegiranog i ugljičnog čelika, pogodne za proizvodnju okova (GOST 5781-82)
| Klasa armaturnog čelika | Prečnik profila, mm | Kvalitet čelika |
|---|---|---|
| A-l (A240) | 6-40 | StZkp, StZps, StZsp |
| A-lI (A300) | 10-40 40-80 | St5sp, St5ps 18G2S |
| Ac-II (Ac300) | 10-32 (36-40) | 10GT |
| A-III (A400) | 6-40 6-22 | 35GS, 25G2S, 32G2Rps |
| A-IV (A600) | 10-18 (6-8) | 80C |
| 10-32 (36-40) | 20HG2C | |
| A-V (A800) | (6-8) 10-32 (36-40) | 23H2G2T |
| A-VI (A1000) | 10-22 | 22X2G2AYU, 22X2G2R, 20X2G2SR |
Bilješke.
Dozvoljena je proizvodnja armaturnog čelika klase A-V (A800) i čelika razreda 22H2G2AU, 22H2G2R i 20H2G2SR.
Dimenzije naznačene na krakovima pripremljene su prema pogodnostima proizvođača i zaposlenika.
Armaturni čelik klasa Al (A240), A-II (A300), A-III (A400), A-IV (A600) proizvodi se toplo valjani, klase AV (A800) - sa niskotemperaturnim ulazom, klasa A -VI (A1000) - sa niskotemperaturnim ulazom ili termomehaničkom obradom u valjaonici.
Dozvoljeno je kaljenje na niskoj temperaturi čelika klasa A-V (A800) i A-VI (A1000) pri konstantnom pritisku vode od najmanje 9% i ravnomernom pritisku vode od najmanje 2% kada se ispituje za 12 godina nakon kotrljanja ki.
Čelik za armiranje prečnika 20 mm, klasa A-II (A300):
20-A-II GOST 5781-82
Čelik za armaturu prečnika 18 mm, klasa A-l (A240):
18-A-I GOST 5781-82
Bilješka.
U označenoj klasi A-II (A300) za posebne namjene dodaje se indeks “c”: Ac-II (Ac300).
Kompanija Metservice specijalizovana je za proizvodnju i prodaju HDPE cevi na Dalekom istoku. Sjedište se nalazi u Vladivostoku, zalihe se vrše u Magadanu, Pivdenno-Sakhalinsk, Petropavlovsk-Kamchatsky, Vladivostok. Posao se dinamično razvija, asortiman se stalno širi. Polietilenske cijevi u Vladivostotu i na drugim mjestima se dostavljaju na odredište, pruža se pomoć u rezanju i pletenju. Uslovi su potpuno isti, rokovi isporuke su minimalni.
Preporučljivo je zamijeniti čelične cijevi polietilenskim cijevima. Naša kompanija je spremna za svakodnevnu proizvodnju polietilenskih cijevi od 20 do 500 mm sa radnim pritiskom do 1,6 MPa. Proizvodi koji su pripremljeni u skladu su sa GOST-om GOST R50838-2009 "Polietilenske cijevi za plinovode" i GOST 18599-2001 "Polietilenske cijevi za vodovodne sisteme." Za kratko vrijeme možemo pripremiti velike količine PE cijevi. Cijevi šaljemo u kontejnerima na bilo koju udaljenu rutu.
Vruće valjani ČELIK za armiranje armirano-betonskih konstrukcija
Tehnički umovi
GOST 5781-82
II. PERIODIČNI PROFILI
NACIONALNI STANDARD UKRAJINE
Termin od 01.07.83. do 01.07.94
Ovaj standard je proširen na toplo valjani okrugli čelik glatkog i periodičnog profila, namenjen za armiranje teških i prednapregnutih betonskih konstrukcija (čelik za armiranje).
U nekim od standarda za hemijsko skladištenje niskolegiranih čelika, standard je proširen i na ingote, blume i gredice.
1.1. Zbog mehaničke snage armaturni čelik se dijeli na klase A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Armaturni čelik se priprema u pramenovima ili koturovima. Armaturni čelik klase A-I (A240) proizvodi se glatki, klase A-II (A300), A-III (A400), A-IV (A600), A-V (A800) i A-VI (A1000) - periodični profil.
Da bi bilo lakše, čelik klasa A-II (A300), A-III (A400), A-IV (A600) i A-V (A1000) pripremljen je glatko.
1.1, 1.2. (Promijenjeno izdanje, izmjena br. 5).
1.3. Broj profila, površina poprečnog presjeka, težina 1 m armaturnog čelika glatkog i periodičnog profila, kao i ograničenja težine za periodične profile sličnih tipova navedeni su u tabeli. 1.
1.4. Nazivni prečnici periodičnih profila slični su nazivnim prečnicima jednakih veličina u površini poprečnog preseka glatkih profila.
Tabela 1
|
Broj profila (nominalni prečnik šipke dn) |
Površina poprečnog presjeka, cm2 |
Masa 1 m profil |
|
|---|---|---|---|
|
Teoretski, kg |
Briga o granicama,% |
||
| 6 | 0,283 | 0,222 | +9,0 -7,0 |
| 8 | 0,503 | 0,395 | |
| 10 | 0785 | 0,617 | +5,0 -6,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0 -5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,010 | 6,310 | +3,0 -4,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 -4,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.5. Težina profila od 1 m izračunata je prema nazivnim dimenzijama sa debljinom čelika 7,85 × 103 kg/m3. Sigurnosni nivo 1 m ulja ne smije biti manji od 0,9.
(Promijenjeno izdanje, izmjena br. 3).
1.6. Granične promene u prečniku glatkih profila su u skladu sa GOST 2590-88 za ekstremnu tačnost valjanja.
1.7. Armaturni čelik s periodičnim profilom je okrugli profil s dva duga rebra i poprečnim izbočinama koje se protežu duž trostruke vijčane linije. Za profile prečnika 6 mm, izbočine su dozvoljene duž linije zavrtnja sa jednim startom, a za profile prečnika 8 mm duž linije zavrtnja sa dvostrukim startom.
1.8. Armaturni čelik klase A-II (A300), proizveden u originalnom obliku, sa profilom prikazanim na sl. 1 a, I posebne namjene (Ac-II) (Ac300) sa profilom na koji je ukazano na Sl. 2a, moja majka je kriva što smo hodali duž linija šrafova sa novim unosom na obje strane profila.
Čelik klase A-III (A400), koji je pripremljen sa profilom prikazanim na sl. 1 b, I klasa A-IV (A600), A-V (A800), A-VI (A1000) profil, prikazan na sl. 1 b, 2b, majka ti je kriva, istupi po zavojnim linijama koje idu s jedne strane desnog profila, a idi s druge na lijevo.

Armaturni čelik specijalne klase Ac-II (Ac300) se priprema profilima prikazanim na sl. 1 A ili 2 A.
Profil, ciljanje na Sl. 2 A, Posebna namjena je pripremljena za udobnost proizvođača i zaposlenika. Oblik i dimenzije profila prikazani na sl. 2 Aі b, Možemo razjasniti.
1.9. Dimenzije i granične dimenzije armaturnog čelika periodičnog profila, koji je pripremljen prema sl. 1 Aі b, Krivce ćemo ukazati u tabeli. 2, a prema sl. 2 Aі b- pokaže na sto. 3.
Tabela 2
Dimenzije, mm
|
Broj profila (nominalni prečnik dn) |
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
Prije. isključeno |
Prije. isključeno |
|||||||||
| 6 | 5,75 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1?0 | 0,75 | |
| 8 | 7,5 | 0,73 | 9,0 | 0,75 | 5 | 0,75 | 1,25 | 1,1 | ||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 | |
| 14 | 13,0 | -0,5 | 1,25 | 15,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 | |
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
| 18 | 17,0 | 1,5 | ±0,5 | 20,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 20 | 19,0 | 1,5 | 22,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
| 22 | 21,0 | +0,4 | 1,5 | 24,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 25 | 24,0 | -0,5 | 1,5 | 27,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 1,5 | 2,5 | 3,0 | ||
| 32 | 30,5 | 2,0 | 34,5 | 2,0 | 10 | 2,0 | 3,0 | 3,0 | ||
| 36 | 34,5 | +0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 |
| 40 | 38,5 | -0,7 | 2,5 | 43,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 | |
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 3,0 | 54,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 55 | 53,0 | +0,4 | 3,0 | 59,0 | 3,0 | 15 | 2,5 | 4,0 | 4,5 | |
| 60 | 68,0 | 1,0 | 3,0 | ± 1,0 | 64,0 | 3,0 | 15 | 2,5 | 4,0 | 5,0 |
| 70 | 68,0 | +0,5 | 3,0 | 74,0 | 3,0 | 15 | 2,5 | 4,5 | 5,5 | |
| 80 | 77,5 | -1,1 | 3,0 | 83,5 | 3,0 | 15 | 2,5 | 4,6 | 5.5 | |
Bilješka. Koliko god je to moguće, možete živjeti sa granicama svijeta d 1 Niste krivi što precjenjujete granicu d plus podratne granice h.
Tabela 3
Dimenzije, mm
|
Broj profila (nominalni prečnik d n) |
a, pozdrav |
||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Prije. wikl. |
Prije. wikl. |
||||||||||||
| 10 | 8,7 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 1,6 | 13,8 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 2,0 | 11 | |||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 18 | 10,2 | 2,5 | +0,65 | 21,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 20 | 18,2 | 2,5 | -0,85 | 23,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | 50 | |
| 22 | 20,3 | +0,4 | 2,5 | 25,3 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 25 | 23,3 | -0,5 | 2,5 | 28,3 | 2,5 | 1,0 | 1,5 | 14 | 1,2 | 2,0 | 14 | ||
| 28 | 25.9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 14 | 1,2 | 2,5 | 14 | |||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 1,2 | 2,0 | 16 | 1,5 | 3,0 | 14 | |
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | |
| 40 | 37,6 | 3,5 | 44,6 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | |||
1.10. Stvarni pomaci izbočina vijaka na bočnim stranama profila, prekrivenih kasnijim rebrima, nisu standardizirani.
Dimenzije koje nemaju utvrđene granice daju se za određivanje kalibra i na gotovom profilu se ne mogu provjeriti.
1.11. Ovalnost glatkih profila (razlika u najvećem i najmanjem prečniku u jednom preseku) ne bi trebalo da prelazi zbir plus i minus graničnih promena prečnika.
1.9-1.11. (Promijenjeno izdanje, izmjena br. 3).
1.12. Armaturni čelik klasa A-I (A240) i A-II (A300) prečnika do 12 mm i klase A-III (A400) prečnika do 10 mm, uključujući, proizvodi se u kolutima ili šipkama, velikih prečnika u šipkama. Armaturni čelik klasa A-IV (A600), A-V (A800) i A-VI (A1000) svih veličina proizvodi se u šipkama prečnika 6 i 8 mm i priprema se prema željama proizvođača u skladu sa zavojnicama.
1.13. Makaze se pripremaju u dužinama od 6 do 12 m:
U seriji dugotrajnih frizura dopušteno je prisustvo dugotrajnih frizura od 3 do 6 i ne više od 7% mase serije.
U zavisnosti od vremenskih uslova uzgajivača, dozvoljena je proizvodnja reznica od 5 do 25 m.
1.14. U tabeli navodimo granice zbrinjavanja nakon smrti mirnih strazhni krivaca. 4.
Tabela 4
Visoko precizne igle su pripremljene za dobrobit polaznika.
1.15. Zakrivljenost striževa nije odgovorna za preuveličavanje 0,6% zakrivljenosti.
Koristite svoj mozak
Čelik za armiranje prečnika 20 mm, klasa A-II (A300):
20-A-II (A300) GOST 5781-82
Čelik za armaturu prečnika 18 mm, klasa A-I (A240):
18-A-I (A240) GOST 5781-82.
U određenoj visokokvalitetnoj klasi A-II za posebne namjene dodaje se indeks h: Ac-II.
(Promijenjeno izdanje, izmjena br. 4).
2.1. Armaturni čelik se proizvodi u skladu sa potrebnim standardima prema tehnološkim propisima odobrenim po utvrđenom redu.
2.2. Armaturni čelik se proizvodi od ugljičnih i niskolegiranih čelika navedenih u tabeli. 5. Brend je počeo da se pokazuje kao da se slaže sa dogovorom. Ako postoji umetak, tip čelika ugrađuje proizvođač. Za žigove klase A-VI (A1000) počele su se postavljati oznake prema uslovima uzgajivača i vlasnika.
Tabela 5
| Klasa armaturnog čelika | Prečnik profila, mm | Kvalitet čelika |
|---|---|---|
| A-I (A240) | 6-40 | St3kp, St3ps, St3sp |
| A-II (A300) | 10-40 | St5sp, St5ps |
| 10-80 | 1NG2S | |
| Ac-II (Ac300) | 10-32 | 10GT |
| (36-40) | ||
| A-III (A400) | 6-40 | 35GS, 25G2S |
| 6-22 | 32G2Rps | |
| 10-18 | 80C | |
| A-IV (A600) | (6-8) | |
| 10-32 | 20HG2C | |
| (36-40) | ||
| (6-8) | ||
| A-V (A800) | 10-32 | 23H2G2T |
| (36-40) | ||
| A-VI (A1000) | 10-22 | 22Kh2G2AYu, 22Kh2G2R, 20Kh2G2SR |
napomene:
1. Dozvoljena je proizvodnja armaturnog čelika klase A-V (A800). 3 razreda čelika 22Kh2G2AYu, 22Kh2G2R i 20Kh2G2SR.
2. Dimenzije naznačene na krakovima pripremljene su prema pogodnostima proizvođača i zaposlenika.
(Promijenjeno izdanje, br. 3, 4).
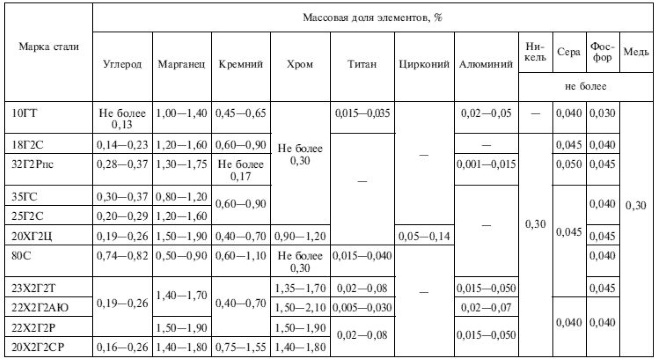
2.3. Hemijsko skladište armiranog ugljičnog čelika u skladu je sa GOST 380-88, standardima niskolegiranog čelika, navedenim u tabeli. 6.
Tabela 6
razreda čelika |
Maseni udio elemenata,% |
|||
|---|---|---|---|---|
|
Manganets |
||||
| 10GT | Ne više od 0,13 | 1,00-1,40 | 0,45-0,65 | Ne više od 0,30 |
| 18G2S | 0,14-0,23 | 1,20-1,60 | 0,60-0,90 | Ne više od 0,30 |
| 32G2Rps | 0,28-0,37 | 1,30-1,75 | Ne više od 0,17 | Ne više od 0,30 |
| 35GS | 0,30-0,37 | 0,80-1,20 | 0,60-0,90 | Ne više od 0,30 |
| 25G2S | 0,20-0,29 | 1,20-1,60 | 0,60-0,90 | Ne više od 0,30 |
| 20HG2C | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 0,90-1,20 |
| 800 | 0,74-0,82 | 0,50-0,90 | 0,60-1,10 | Ne više od 0,30 |
| 23H2G2T | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,35-1,70 |
| 22H2G2AU | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,50-2,10 |
| 22H2G2R | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 1,50-1,90 |
| 20X2G2SR | 0,16-0,26 | 1,40-1,80 | 0,75-1,55 | 1,40-1,80 |
Nastavak tabele 6
razreda čelika |
Maseni udio elemenata,% |
||||||
|---|---|---|---|---|---|---|---|
cirkonijum |
aluminijum |
||||||
| 10GT | 0,015-0,035 | - | 0,02-0,05 | 0,0-10 | 0,030 | 0,30 | |
| 18G2S | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 32G2Rps | - | - | 0,001-0,015 | 0,30 | 0,050 | 0,045 | 0,30 |
| 35GS | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 25G2S | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 20HG2C | - | 0,05-0,14 | - | 0,30 | 0,045 | 0,045 | 0,30 |
| 80C | 0,015-0,040 | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 23H2G2T | 0,02-0,08 | - | 0,015-0,050 | 0,30 | 0,045 | 0,045 | 0,30 |
| 22H2G2AU | 0,005-0,030 | - | 0,02-0,07 | 0,30 | 0,040 | 0,040 | 0,30 |
| 22H2G2R | 0,02-0,08 | - | 0,015-0,050 | 0,30 | 0,040 | 0,040 | 0,30 |
| 20X2G2SR | 0,02-0,08 | - | 0,05-0,050 | 0,30 | 0,040 | 0,040 | 0,30 |
2.3.1. Za čelik 20HG2C dozvoljeno je povećanje masenog udjela hroma na 1,7% i zamjenu cirkonija sa 0,02-0,08% titana. Za čelik 23H2G2T dopuštena je zamjena titanijuma sa 0,05-0,10% cirkonija. U tom slučaju, u naznačenom razredu čelika 20HG2C, zamijenite slovo C slovom T; čelik marke 23H2G2T zamijenite slovo T slovom C.
Za čelik razreda 32G2Rps, dopuštena je zamjena aluminija titanom ili cirkonijumom u jednakim jedinicama.
2.3.2. Maseni udio azota u čeliku marke 22H2G2A10 je odgovoran za akumulaciju od 0,015-0,030%, maseni udio viška azota u čeliku marke 10GT je veći od 0,008%.
2.3.3. Količina bora u čeliku 22Kh2G2R, 20Kh2G2SR i 32G2Rps je odgovorna za 0,001-0,007%. Za čelik 22H2G2AU, dozvoljeno je dodavanje bora u količini od 0,001-0,008%.
2.3.4. Dozvoljeno je dodavanje titana u čelik razreda 18G2S, 25G2S, 35GS sa istim masenim udjelom u gotovim valjanim proizvodima, 0,01-0,03%, u čeliku marke 35GS sa istim masenim udjelom u gotovim valjanim proizvodima, pripremljenim u koturovima, 0,01 -0 , 06%.
2.4. Briga za hemijsko skladište u gotovim valjanim proizvodima od ugljeničnih čelika - u skladu sa GOST 380-88, od niskolegiranih čelika sa već postojećim standardima mehaničke snage - prema tabeli. 7. Minus komponente umjesto elemenata (titan i cirkonij, a za čelik 20Kh2G2SR silicij) nisu međusobno povezane.
Tabela 7
| elementi | Briga o granicama,% |
|---|---|
| vuglets | +0,020 |
| silicijum | +0,050 |
| Manganets | +0,100 |
| hrom | +0,050 |
| bakar | +0,050 |
| Sirka | +0,005 |
fosfor |
+0,005 |
| +0,010 | |
| cirkonijum | -0,020 |
| Titanijum | ±0,010 |
Bilješka. Istovremeno, čelik se može pripremati s drugim aditivima umjesto hroma, silicija i mangana.
(Promijenjeno izdanje, izmjena br. 3).
2.5. Armaturni čelik klasa A-I (A240), A-II (A300), A-III (A400), A-IV (A600) proizvodi se toplo valjani, klase AV (A800) - sa otpuštanjem pri niskoj temperaturi, klasa A -VI (A1000) - sa niskotemperaturnim ulazom ili termomehaničkom obradom u valjaonici.
Dozvoljeno je da se ne vrši niskotemperaturno kaljenje čelika klasa A-V (A800) i A-VI (A1000) pri privremenom pritisku vode od najmanje 9% i ravnomernom pritisku od najmanje 2% kada se ispituje na 12 godine nakon kotrljanja ki.
2.6. Mehanička čvrstoća čelika za armiranje mora biti u skladu sa standardima navedenim u tabeli. 8.
Tabela 8
|
Klasa armaturnog čelika |
između redova st |
Vreme otvaranja sv |
Vidnosne subovzhennia d5, % |
jednaka svjetska subvencija d r, % |
Udarna žilavost na temperaturi od -60°C |
Testiranje na viginu iu hladnom kampu ( h datum otpreme, d prečnik šipke) |
||||
|---|---|---|---|---|---|---|---|---|---|---|
|
kgf × m/cm2 |
||||||||||
| A-I (A240) | 235 | 24 | 373 | 38 | 25 | - | - | - | 180°; c= d | |
| A-II (A300) | 295 | 30 | 490 | 50 | 19 | - | - | - | 180°; h = 3d | |
| Ac-II (Ac300) | 295 | 30 | 441 | 45 | 25 | - | 0,5 | 5 | 180°; c= d | |
| A-III (A400) | 390 | 40 | 590 | 60 | 14 | - | - | - | 90°; h = 3d | |
| A-IV (A600) | 590 | 60 | 883 | 90 | 6 | 2 | - | - | 45°; h = 5d | |
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | 2 | - | - | 45°; h = 5d | |
| A-VI (A1000) | 980 | 100 | 1230 | 125 | 6 | 2 | - | - | 45°; h = 5d | |
napomene:
1. Zbog uslova ispitivača, dozvoljeno je ne provoditi ispitivanje udarne žilavosti armaturnog čelika klase Ac-II (Ac300).
2. (Onemogućeno, Promjena br. 3).
3. Za armaturni čelik klase A-IV (A600) prečnika 18 mm, čelika razreda 80C, stopa napetosti u hladnom mlinu je podešena na najmanje 30°.
4. Za armiranje čelika klase A-I (A240) prečnika preko 20 mm sa uvijanjem u hladnom mlinu od 180° h = 2d, Klasa A-II (A300) prečnika preko 20 mm h = 4d.
5. Hlepoočnice imaju određenu svrhu izvan granice fluidnosti.
(Promijenjeno izdanje, br. 1, 3).
Za čelik klase A-II (A300) s promjerom većim od 40 mm, dopušteno je smanjiti drenažni tlak za 0,25% po milimetru povećanog promjera, odnosno ne više od 3%.
Za čelik klase Ac-II (Ac300), dozvoljeno je smanjiti nosivu potporu na 426 MPa (43,5 kgf / mm2) s potporom ležaja: d 5 30% i više.
napomene:
1. S-rms ventilacija unutra opšta populacija viprobuvan;
Dakle- srednji kvadratni učinak u plivačkoj grupi;
Prosječna vrijednost u ukupnom uzorku;
Minimalna prosječna vrijednost u plivanju.
2. Za armaturni čelik u kolutima prečnika 6 i 8 mm, dozvoljena su standardna odstupanja Sі Dakle za 4,9 MPa (0,5 kgf/mm2).
3. (Onemogućeno, Promjena br. 5).
Pouzdanost sigurnosti mehaničkih organa, naznačena u tabeli. 8, greška nije manja od 0,95.
2.8. Na površini profila, uključujući površinu rebara i izbočina, nema pukotina od kotrljanja, napona, nedostataka, kotrljajućih rupa ili udubljenja.
Dozvoljena su i druga oštećenja rebara i izbočina, u iznosu od najviše tri po 1 m, kao i manja oštećenja, osim uvaljanih prepreka, udubljenja, gomile, tragova umotanih sijalica, kockica i ljuski učestalosti u prihvatljivom rasponu od dimenzije.
(Promijenjeno izdanje, izmjena br. 2).
2.9. Zavarljivost armaturnog čelika svih razreda, osim 80C, osigurana je tehnologijom skladištenja i proizvodnje kemikalija.
2.10. ekvivalent ugljičnog dioksida ![]() za armaturu za zavarene šipke od niskolegiranog čelika klase A-III (A400) potrebna je vrijednost ne veća od 0,62.
za armaturu za zavarene šipke od niskolegiranog čelika klase A-III (A400) potrebna je vrijednost ne veća od 0,62.
3.1. Armaturni čelik se prima u serijama, koje se sastoje od profila istog prečnika, jedne klase, jednog lonca za topljenje i izdaju se jednim dokumentom o duktilnosti.
Serija je odgovorna za do 70 tona.
Dozvoljeno je povećanje mase šarže na masu lonca za topljenje.
3.2. Partiju kože prati dokument o kiselosti prema GOST 7566-81 s dodatnim podacima:
3.3. Da biste provjerili dimenzije i debljinu površine, odaberite:
(Promijenjeno izdanje, izmjena br. 3).
3.4. Za provjeru hemijskog skladišta uzorci se odabiru prema GOST 7565-81.
Proizvođač mjeri maseni udio aluminija povremeno, ali ne manje od jednom u kvartalu.
3.5. Da biste provjerili izduženje, snagu i žilavost, odaberite dvije šipke iz serije.
Za proizvodnju-proizvodnju interval odabira makaza nije manji od pola sata utrošenog na valjanje jedne veličine profila u jednoj seriji.
(Promijenjeno izdanje, izmjena br. 3).
3.6. Ako se pronađu nezadovoljavajući rezultati ispitivanja, bilo bi poželjno ponoviti test jedan po jedan prema GOST 7566-81.
4.1 Hemijska analiza počela je da se provodi prema GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 1 ili drugim metodama koje osiguravaju potrebno želim tačnost.
4.2. Promjer i ovalnost profila variraju na postolju od najmanje 150 mm na kraju makaze i na postolju ne manjem od 1500 mm na kraju umota s težinom kalema do 250 kg i ne manje od 3000 mm s težinom umodra do 250 kg više od 250 kg.
4.3. Dimenzije se provjeravaju pomoću mjernog instrumenta potrebne tačnosti.
4.4. Da biste testirali rastezljivost, snagu i žilavost kože, režite jedan po jedan uzorak.
4.5. Odabir uzoraka za ispitivanje zatezne čvrstoće, čvrstoće i udarne žilavosti vrši se u skladu sa GOST 7564-73.
4.6. Ispitivanje rastezanja vrši se u skladu sa GOST 12004-81.
4.7. Ispitivanje djevice provodi se u skladu sa GOST 14019-80 na ivicama prečke, jednakim križanju brze.
Za ukosnice prečnika većeg od 40 mm, dozvoljeno je ispitivanje rezova isečenih duž ose ukosnice na trnu čiji je prečnik promenjen u skladu sa onima navedenim u tabeli. 4, sa dodatkom zusilla vigin sa strane reza.
4.8. Mjerenja udarne žilavosti vrše se u skladu sa GOST 9454-78 na koncentratorima tipa U tip 3 za glodala prečnika 12-14 mm i koncentratorima tipa 1 za glodala prečnika 16 mm i više. Uzorci su pripremljeni prema GOST 9454-78.
4.9. Dozvoljeno je uspostavljanje statističkih i ručnih metoda za kontrolu mehaničkih autoriteta i mase profila.
4.10. Zakrivljenost šipki se podešava prilikom isporuke na profil, ali ne kraća od 1 m.
4.11. Značaj statističkih pokazatelja mehaničkih autoriteta u skladu je sa obaveznim dodatkom 2.
4.12. Četkicu površine treba provjeriti bez isušivanja bilo koje posebne opreme.
4.10-4.12. (Dodatno uveden, amandman br. 3).
4.13. Visina poprečnih projekcija periodičnog profila kolosijeka podešava se po vertikalnoj osi poprečnog reza armaturnih šipki.
(Dodatno uveden, amandman br. 4).
5.1. Pakovanje, označavanje, transport i konzervacija - u skladu sa GOST 7500-81 sa dodacima:
Nanesite na snopove farba mrlja širine ne manje od 20 mm na površini cijevi duž stuba (ne manje od 1/2 kruga) na udaljenosti ne većoj od 500 mm od kraja.
Nanesite mrlju na zavoje farba širine najmanje 20 mm preko zavoja sa vanjske strane umota.
Na neupakovanim proizvodima, farb treba nanijeti na kraj ili na površinu cijevi na udaljenosti ne većoj od 500 mm od kraja.
(Promijenjeno izdanje, br. 3, 5).
1. Proizvodni pogon garantuje dosljednu podršku u prosječnom vremenu sv i između fluidnosti (fizičke st i mentalno s0.2) Generalno gledano - i i minimalne prosječne vrijednosti istih indikatora u šarži kože - topljenje - i; značenja kojih su umovi instalirani:
de x i b str-vrijednosti odbijanja s in, s 0.2, Navedeno u tabeli. 8. standard;
t- vrijednost kvantila, koja je 2 za klase A-II (A300) i A-III (A400) i 1,64 za klase visokog razreda A-IV (A600), A-V (A800) i A-VI (A1000) .
2. Kontrola indikatora mehaničke snage proizvoda u proizvodnom pogonu.
2.1. Neophodni pokazatelji kvaliteta profila obezbeđuju se naprednim tehnologijama uzorkovanja i kontrolišu ispitivanjem, prema paragrafu 3.5, st. 4.4-4.8.
2.2. vrijednosti, Sі S about instaliraju se prema rezultatima testa i dodatka 2.
3. Kontrola kvaliteta pokazatelja mehaničke snage proizvoda u živom preduzeću.
3.1. Ako postoji dokument o kiselosti proizvoda više kategorije kiselosti, oni ne smiju ispitivati mehaničku snagu.
3.2. Ako je potrebno provjeriti mehaničku snagu šarže kože, testira se šest uzoraka koji se uzimaju iz različitih vrećica ili pletenica i iz različitih profila, a rezultate provjerava grupa umova.
de V- prosječna vrijednost mehaničke snage na osnovu rezultata ispitivanja šest ispitivanja;
tmin- minimalne vrijednosti rezultata ispitivanja šest uzoraka.
3.3. Minimalne vrijednosti vodosnabdijevanja d 5 i ravnomerno izbalansiran d r krivica ne smije biti manja od vrijednosti navedene u tabeli. 8.
(Promijenjeno izdanje, izmjena br. 3).
Ova tehnika je proširena na toplo valjanje, ubrzano hlađenje, termomehaničko i termički zagrijano valjanje periodičnih profila proizvedenih u zavojnicama ili pramenovima.
Metodologija se zasniva na procjeni pouzdanosti mehaničke snage u kožnoj šarži i čeliku općenito, te praćenju stabilnosti tehnološkog procesa.
1. Za identifikaciju statističkih pokazatelja mehaničkih snaga (međufluidnost fizičke st ili mentalno s0.2, podrška Timchasovog će biti uklonjena sv) Rezultati testa se testiraju i rezultati počinju općenito.
2. Pouzdanost mehaničke snage za iznajmljivanje uz pomoć normativne i tehničke dokumentacije utvrđuje se na osnovu statističke obrade rezultata ispitivanja, čime se stvara selekcija iz opšte populacije. Svi amandmani, rezultati i amandmani prikupljeni u okviru uzorka prijavljuju se cjelokupnoj općoj populaciji.
3. Uzorak—ukupnost rezultata kontrolnih testova koji kreiraju niz informacija koji podržava uzorkovanje.
Prije selekcije se uključuju rezultati ispitivanja valjanih proizvoda jedne klase, jedne marke i načina topljenja, valjanih u jednu ili grupu sličnih dimenzija profila.
4. Uzorkovanje, na kojem se vrši izrada statističkih pokazatelja, mora biti reprezentativno i trajati duži vremenski period, odnosno najmanje tri mjeseca, tokom kojih se tehnološki proces ne mijenja. Ako je potrebno, vremenski interval za uzorkovanje se može povećati. Provjera ujednačenosti uzorkovanja prema regulatornoj i tehničkoj dokumentaciji.
5. Broj serija u uzorku kože mora biti najmanje 50.
6. Prilikom formiranja uzorka potrebno je osigurati da se uzorci uzimaju odvojeno od šarže za topljenje. Evaluacija abnormalnih rezultata ispitivanja vrši se prema regulatornoj i tehničkoj dokumentaciji.
7. U statističkoj analizi određuje se srednja vrijednost, srednja kvadratna varijacija uzorka kože S (opšta populacija), srednja kvadratna srednja vrijednost srednje vrijednosti talioca. Dakle, A također i modifikacija srednjeg kvadrata topljive srednje vrijednosti S1. magnitude S1 naznačeno formulom
veličina, S određuju se prema regulatornoj i tehničkoj dokumentaciji.
8. Provjera stabilnosti karakteristika S obavljati svakodnevno do OST 14-34-78.
9. Magnituda Dakle je naznačeno za ubrzano hlađeni, termomehanički i termički obrađeni armaturni čelik samo eksperimentalnom metodom, za vruće valjani eksperimentalni metod i metodom sweep po formuli, gdje je Sv Srednja vrijednost i srednja kvadratna varijacija raspona podjela testirani su u dvije serije. Minimalne vrijednosti Dakle skuplje 1.
10. Vrijednosti Dakle Eksperimentalna metoda se provodi na najmanje dvije taline za kožne vrste čelika, klase i veličine profila, valjane metodom kapanja, i prikupljanjem najmanje 100 uzoraka iz taline kože.
11. Vrijednost minimalne prosječne vrijednosti st(s0.2), sv u kožnoj zabavi-plivanju 2 dolazi iz uma i= - t× S 1 , de t- vrijednost kvantila je 1,64 za vjerovatnoću od 0,95.
12. Minimalne vrijednosti rezultata ispitivanja su za testiranje napetosti dva istezanja ( n= 2) dijelovi kože koji se mogu kontrolisati ne mogu biti ništa manji xminŠta formula znači?
![]() .
.
13. Da bi se osigurao opstanak mehaničkih autoriteta, moraju se zadovoljiti sljedeći umovi:
de xi br-vrijednost odbijanja st(s0.2) і sv, Navedeno u najnovijoj regulatornoj i tehničkoj dokumentaciji.
(Dodatno uveden, Zmin br. 3).
1. Klasifikacija i asortiman
2. Tehničke prednosti
3. Pravila hvatanja
4. Metoda ispitivanja
5. Pakovanje, etiketiranje, transport i skladištenje
Dodatak 1 obovyazkova. Vimoga do statističkih pokazatelja mehaničkih autoriteta
Dodatak 2 obovyazkova. Metodologija za izračunavanje statističkih pokazatelja značaja mehaničkih autoriteta u zakupu toplovaljanog čelika za armiranje armiranobetonskih konstrukcija.
INFORMACIONI PODACI
1. RAZVILO I UVODILO Ministarstvo crne metalurgije SRSR, Deržbud SRSR
TRGOVCI
N. M. Vorontsov, Cand. tech. nauke; I. S. Grin, Cand. tech. nauke; K. F. Peretyatko; G.I. Snimshchikova; L. G. Velikikh, E. D. Gavrilenko; dr.sc. tech. nauke; K.V.Mihajlov, doktor tehničkih nauka. nauke; S. A. Madatyan, Cand. tech. nauke; N. M. Mulin, Cand. tech. nauke; V. Z. Meshkov, Cand. tech. nauke; B. P. Goryachev, Cand. tech. nauke; B. N. Fridlyanov; V. I. Petina
2. ODOBRENO I UVEDENO od strane Državnog komiteta SSSR-a prema standardima od 17.12. br. 4800
3. Natomist GOST 5.1459-72, GOST 5781-75
4. REGULATORNI I TEHNIČKI DOKUMENTI
| Oznaka VTD, za koju je dodijeljena | broj stavke |
| GOST 380-88 | 2.3, 2.4 |
| GOST 2590-88 | 1.6 |
| GOST 7564-73 | 4.5 |
| GOST 7565-81 | 3.4 |
| GOST 7566-81 | 3.2, 3.6, 5.1 |
| GOST 9454-78 | 4.8 |
| GOST 12004-81 | 4.6 |
| GOST 123.14-88 | 4.1 |
| GOST 12348-78 | 4.1 |
| GOST 12350-78 | 4.1 |
| GOST 12352-81 | 4.1 |
| GOST 12355-78 | 4 1 |
| GOST 12356-81 | 4.1 |
| GOST 14019-80 | 4.7 |
| GOST 18895-81 | 4.1 |
| OST 14-34-78 | Dodatak 2 |
5. REVIDANNYA sa izmjenama br. 1, 2, 3, 4, 5, potvrđenim u žestokoj 1984. r, chervny 1987 r 1987 r 1987 r 1989 r, u 1990. r (IKS 5-84, 13 88, 1-90, 3-91).
3.1. Armaturni čelik se prima u serijama, koji se formiraju od profila istog prečnika, iste klase, iste taline za lonac i izdaju se sa jednim dokumentom o duktilnosti.
Serija je odgovorna za do 70 tona.
Dozvoljeno je povećanje mase šarže na masu lonca za topljenje.
3. 2. Partiju kože prati dokument o kiselosti prema GOST 7566-81 sa dodatnim podacima:
broj profila;
klasa;
minimalna prosječna vrijednost X i srednja kvadratna varijacija S 0 u grupi vrijednosti σ T (σ 0,2) i σ B;
rezultati testiranja na djevicu u hladnom kampu;
jednake vrijednosti za čelik klase A - IV (A600), A-V (800), A-VI (A1000).
3.3. Da biste provjerili dimenzije i debljinu površine, odaberite:
za proizvedeni armaturni čelik u šipkama - ne manje od 5% serije;
kada se priprema u kolutima - dva pramena po šarži kože.
3 4. Za provjeru hemijskog skladišta, uzorci se biraju prema GOST 7565-81.
Proizvođač mjeri maseni udio aluminija povremeno, ali ne manje od jednom u kvartalu.
3.5. Da biste provjerili izduženje, snagu i žilavost, odaberite dvije šipke iz serije
Za proizvodnju, interval za odabir frizure nije manji od pola sata utrošenog na motanje jedne veličine profila po seriji.
3 6 Da bih uklonio nezadovoljavajuće rezultate ispitivanja, želio bih da ponovim jedno po jedno testiranje prema GOST 7566-81.
4.1. Hemijska analiza počela je da se provodi prema GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 18895-81 koje osiguravaju potrebne ili druge metode Pa, tačnost.
4.2. Promjer i ovalnost profila variraju na postolju od najmanje 150 mm na kraju makaze i na postolju ne manjem od 1500 mm na kraju umota s težinom kalema do 250 kg i ne manje od 3000 mm s težinom umota do 250 kg više od 250 kg.
4.3. Dimenzije se provjeravaju pomoću mjernog instrumenta potrebne tačnosti.
4.4. Da biste testirali rastezljivost, snagu i žilavost kože, režite jedan po jedan uzorak.
4.5. Odabir uzoraka za ispitivanje zatezne čvrstoće, čvrstoće i udarne žilavosti vrši se u skladu sa GOST 7564-73.
4.6. Ispitivanje rastezanja vrši se u skladu sa GOST 12004-81.
4.7. Ispitivanje djevice provodi se u skladu sa GOST 14019-80 na ivicama prečke, jednakim križanju brze.
Za ukosnice prečnika većeg od 40 mm, dozvoljeno je ispitivanje rezova isečenih duž ose ukosnice na trnu čiji je prečnik promenjen u skladu sa onima navedenim u tabeli. 4, sa dodatkom zusilla vigin sa strane reza.
4.8. Mjerenja udarne žilavosti vrše se u skladu sa GOST 9454-78 na koncentratorima tipa U tip 3 za glodala prečnika 12-14 mm i koncentratorima tipa 1 za glodala prečnika 16 mm i više. Uzorci su pripremljeni prema GOST 9454-78.
4.9. Dozvoljeno je uspostavljanje statističkih i ručnih metoda za kontrolu mehaničkih autoriteta i mase profila.
4.10. Zakrivljenost šipki se podešava prilikom isporuke na profil, ali ne kraća od 1 m.
4.11. Značaj statističkih pokazatelja mehaničkih autoriteta u skladu je sa obaveznim dodatkom 2.
4.12. Četkicu površine treba provjeriti bez isušivanja bilo koje posebne opreme.
4.13. Visina poprečnih projekcija periodičnog profila kolosijeka podešava se po vertikalnoj osi poprečnog reza armaturnih šipki.
5.1. Pakovanje, označavanje, transport i skladištenje - prema GOST 7566-81 sa dodacima:
krajevi šipki od niskolegiranih čelika klase A-IV (A600) presvučeni su crvenom farbom, klasa A-V- crvena i zelena, klasa A-VI (A1000) - crvena i plava. Dozvoljeno je formiranje veza na udaljenosti od 0,5 m od krajeva;
Makaze se pakuju u snopove težine do 15 tona, vezane strelicom ili žicom. Radi vaše udobnosti, prečice treba spakovati u snopove težine do 3 i 5 tona.
Nanesite na snopove farba mrlja širine ne manje od 20 mm na površini cijevi duž stuba (ne manje od 1/2 kruga) na udaljenosti ne većoj od 500 mm od kraja.
Nanesite mrlju na zavoje farba širine najmanje 20 mm preko zavoja sa vanjske strane umota.
Na neupakovanim proizvodima, farb treba nanijeti na kraj ili na površinu cijevi na udaljenosti ne većoj od 500 mm od kraja.
Na naljepnicu pričvršćenu na kožu traka nanesite oznake klase čelika za armiranje (na primjer, A-III) ili oznake klase iznad granice fluidnosti (A400).
| Statistika na temu: | |
|
Gotovi projekti za privatne kabine i vikendice
Tipični projekti vikendica po sistemu ključ u ruke imaju puno prednosti: ... Projekti budinka sa banjama u jednom dahu
Preuzimamo sve faze svakodnevnog života, izradu plana i projekta... Planovi vikendica su spremni. Tipični projekti budynki
Život doma ponovo počinje kreiranjem mog projekta, rada... | |




