Elige lectores





Estadísticas populares
(Documento)
Programa “Rozrahunok transformadores de soldadura” fue escrito para facilitar el desarrollo de la hora de la creación de transformadores de construcción propia. La técnica rozrakhunka fue tomada de V. Volodin.
Homenajes de Rozrahunkov
Con este método, yo mismo enrollé 2 transformadores, sin embargo, el primero tuvo que ser rebobinado varias veces hasta que alcanzó su utilidad.
En el programa, completará una serie de campos ingresados con sus datos, y cuando presione el botón "Desbloquear", se abrirá una serie de vueltas en los devanados, cables de corte y otros datos. El eje del campo, que es tu responsabilidad, debe ser llenado.
 mecanografiado
mecanografiado 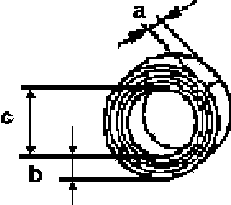 strichkovy
strichkovy
El conjunto se compone de placas tipo G, P o W del compartimento del transformador. La puntada coincide con las puntadas de la trampilla del transformador. El transformador no está sellado: se cuece acero magnetoeléctrico especial mediante una tecnología especial).
Peretin osderya = a * b.
El revestimiento del núcleo es suficiente para el funcionamiento del transformador.
El valor de la barra transversal del conductor magnético en cm2 es S>0,015*P (de P - en vatios).
Para conductores magnéticos expuestos a uno toroidal, aumente la barra transversal entre 1,3...1,5 veces.
La tensión del transformador en algodón es antigua.
Rtr = 25 * Ist,
de Isv – rasgueo zvaryuvalny en amperios.
El espesor total del transformador con lana vieja.
Rgab = Uхх * Iсв,
de Uxx - tensión en el devanado II
Si aún no sabe qué tipo de crossover necesita, el programa se abrirá solo e introducirá cuidadosamente los datos necesarios en el campo de entrada después de hervir.
Además, debe seleccionar de la lista desplegable el material del cable para los devanados primario y secundario y el tipo de núcleo.
Los núcleos están en auge
Bronevi (figura tipo W - a))
Strizhnev (figura tipo G - b))
Toroidal (figura tipo O - c))
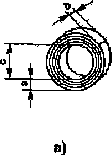
Los núcleos blindados de los transformadores rara vez se atascan.
Las manifestaciones más bellas se vislumbran a lo lejos.
Al utilizar la máquina de soldar, es importante congelar el circuito magnético toroidal, lo que minimiza las dimensiones y el campo de disipación. Es importante darles cuerda.
Lo más sencillo con transformadores de tiras plegadas. Yo mismo les enrollé mis propios transformadores.
TRANSFORMADOR DE VALOR: ROZRAKHUNOK I VIGOTOVLENYA
V. VOLODÍN, ( http://valvolodin.narod.ruі http://valvol.nightmail.ru) m. Odessa, Ucrania
La especificidad del funcionamiento del transformador de soldadura es inconcebible. Asegúrese de prestar atención a que la frecuencia de trabajo bajo la presión del ciclo, que se forma a partir de la presión de cocción y pausa, se recoge en un 60%. Para transformadores de producción comercial, a menudo es necesario tomar un valor aún menor: 20%, lo que permite, sin cambios significativos en el régimen térmico, aumentar el espesor de la corriente en los devanados del transformador y cambiar el área de la ventana del circuito magnético, que es necesaria para la colocación de los devanados. Para corrientes de soldadura de hasta 150 A, el espesor de corriente permitido en el devanado de cobre es de 8 A/mm2, en aluminio - 5 A/mm2.
Cuando se especifica la resistencia, las dimensiones y el peso del transformador serán mínimos, ya que la inducción en su circuito magnético alcanza el valor máximo permitido para el material seleccionado. Sin embargo, el diseñador casero no sabe el valor, los fragmentos se encuentran a la derecha de acero eléctrico de marca desconocida. Para eliminar condiciones insatisfactorias, se debe reducir la inducción, lo que lleva a un aumento irrazonable en el tamaño del transformador.
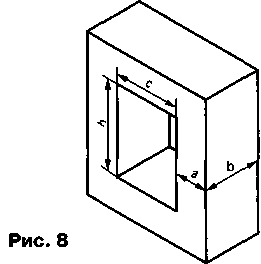
Al utilizar rápidamente el siguiente método, es posible determinar las características magnéticas de cualquier acero de transformador que esté en mal estado. Para ello, comenzaron a seleccionar un conductor magnético "experimental" con una luz de 5...10 cm2 (tamaños sólidos a y b en la Fig. 8) y a enrollar 50... 100 vueltas de un dardo 1,5 suave y aislado. .. en uno de los núcleos 2 5 mm2. Para mayores desarrollos es necesario conocer la fórmula l CP = 2h + 2c + 3.14 * y la depresión magnética promedio líneas eléctricas y suprimir el soporte activo del devanado r aproximadamente.
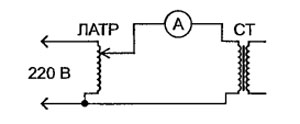
Más allá del diagrama mostrado en la Fig. 9, seleccione una instalación de prueba. T1 – autotransformador regulado por laboratorio (LATR); L1 - devanado en un circuito magnético "experimental". La capacidad total del transformador reductor T2 no es inferior a 63 VA, la relación de transformación es 8...10.
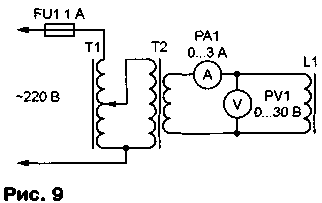
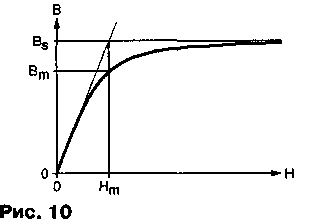
A medida que aumenta el voltaje, habrá un grado de inducción en el circuito magnético, T, dependiendo del voltaje. campo magnético N, A/m, similar a lo que se muestra en la Fig. 10, calculando estas cantidades mediante las fórmulas:
donde U e I son las lecturas del voltímetro PV1, V y del amperímetro PA1, A; F – frecuencia, Hz; S - área de corte del circuito magnético “experimental”, cm 2; w - número de vueltas del devanado. En el gráfico se puede encontrar, como se muestra en la figura pequeña, la inducción de saturación Bs, la inducción máxima Bm y la intensidad máxima del campo magnético alterno Hm.
Por ejemplo, un transformador de soldadura está diseñado para funcionar en forma de fuente de alimentación alterna de 220 V, 50 Hz, dada la tensión inactivo U xx =65 V y caudal máximo I max =150 A.
Resistencia dimensional del transformador.
P gab = U xx * I máx = 65 * 150 = 9750 VA.
Usando la fórmula dada, podemos calcular la suma del área de la sección transversal del conductor magnético S m al área de la ventana S o:
![]()
de J - espesor del estruma en los devanados, A/mm2; k с =0,95 - coeficiente de llenado del circuito magnético de acero; k 0 =0,33...0,4 - coeficiente de llenado de la ventana con miel (aluminio).
Supongamos que V m = 1,42 T, el devanado primario está enrollado con alambre de cobre, el devanado secundario con alambre de aluminio (tomamos el valor promedio del espesor del alambre J = 6,5 A/mm2):
S M S O = 9750 / (1,11 * 1,42 * 6,5 * 0,95 * 0,37) = 2707 cm 4.
Habiendo aceptado a=40 mm, conocemos otras dimensiones del circuito magnético: b=2*a=80mm; h = 1,6 * a = 32 mm; h = 4a = 160 mm.
EPC de una vuelta del devanado del transformador en dicho circuito magnético E B = 2,22*104B m *a*b*k c =2,22*10-4*1,42*3200* *0,95 = 0,958 V. Número de vueltas del devanado secundario w 2 = U xx / E B = 65/0,958 = 68. Cruzando el devanado secundario S 2 =l max /J=150/5=30 mm2 (J=5 A/mm2, como es el hilo de aluminio del devanado secundario). El número de vueltas del devanado primario w 1 =U 1 /E B =220/0,958=230. Rasgueo máximo del devanado primario I 1max =l max *w 2 /w 1 =150*68/230=44,35 A. Travesaño del devanado primario S 1 =I 1max /J=44,35/8=5,54 mm 2.
Tanto el devanado primario como el secundario del transformador de estructura de barra deben dividirse en dos partes, ubicadas en dos núcleos del circuito magnético. La piel de las partes del devanado primario conectadas sucesivamente tiene 115 vueltas y un diámetro de al menos 2,65 mm. Si se permite conectar las partes del primer gato en paralelo, la piel debe insertarse en 230 vueltas del hilo en dos pequeños cortes, con un diámetro de al menos 1,88 mm. De manera similar, divida el devanado secundario en dos partes.
Si los devanados van a ser cilíndricos, para evitar la caída de las características ventajosas del transformador, conecte una resistencia con un soporte de 0,2...0,4 Ohm en serie con la pista secundaria de un dardo de nicromo con un diámetro de al menos 3 mm. . Para un transformador con devanados de disco, esta resistencia no es necesaria. Desafortunadamente, es prácticamente imposible calcular con precisión la inductancia de la estructura de un transformador de este tipo y quedarán fragmentos al eliminar el exceso de objetos metálicos. En la práctica, los desarrollos de diseño se llevan a cabo mediante el método de enfoques sucesivos, desde el ajuste del devanado y los datos de diseño del transformador hasta los resultados de las pruebas de producción de los componentes. Los métodos detallados se pueden encontrar en.
En las mentes de los aficionados, es importante preparar un transformador a partir de los devanados del volante (para regular el devanado). Para eliminar el número de valores fijos de la cuerda, retire el devanado secundario de los cables. Más precisamente, la regulación (con un cambio en el flujo) se hace vibrar, agregando una especie de bobina de inductancia a la lanceta, colocando el cable de soldadura en una bobina.
Lo primero que hay que hacer es empezar a preparar un transformador desprotegido, rebobinarlo completamente para que sus devanados queden colocados al final del circuito magnético con los huecos tecnológicos necesarios, la calidad del material, el tipo de preparación del marco, etc. . Las dimensiones desde y h (div. Fig. 8) deben "ajustarse" de tal manera que la bola de revestimiento del devanado tenga el número total de vueltas de la pieza formada, y el número de bolas también sea el mismo o un poco menor que el entero más cercano. A continuación, transfiera el lugar para el aislamiento entre bolas y entre devanados.
La mejor opción es no quitarlo inmediatamente después de la primera prueba, pero la mayoría de las veces es necesario hacerlo repetidamente y ajustar con cuidado el ancho y la altura de la ventana al conductor magnético. Al diseñar devanados cilíndricos, es necesario seleccionar de manera óptima las dimensiones de sus secciones. Para el devanado secundario, enrollado con una varilla gruesa, agregue más espacio debajo del primario.
Un boceto del diseño del transformador para dos valores de corriente de soldadura (120 y 150 A) se muestra en la Fig. 11 y el diagrama
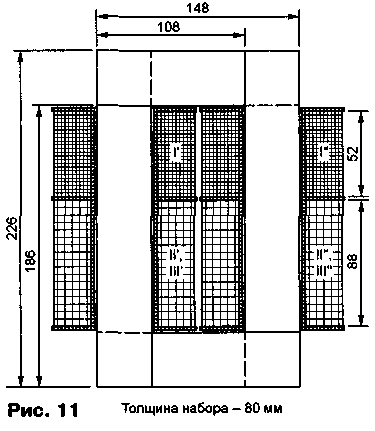
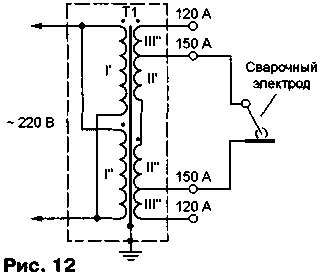
inclusión de yogo - en la Fig. 12. La corriente más pequeña está indicada por un mayor número de vueltas del devanado secundario. Esto no es piedad. Está claro que el voltaje del devanado es proporcional al número de vueltas y la inductancia de la bobina aumenta proporcionalmente al cuadrado de su número. Como resultado, el rasgueo cambia.
Los devanados se colocan sobre dos marcos fabricados con láminas de fibra de vidrio de 2 mm de espesor. Las secciones de los devanados primario y secundario del marco de piel están separadas por una mejilla aislante del mismo material. Las aberturas en los marcos para el circuito magnético son 1,5...2 mm más anchas y más largas que la sección transversal del resto. Esto elimina los problemas al plegar. Para evitar la deformación del marco, antes de enrollarlo, colóquelo firmemente sobre un mandril de madera. El devanado primario consta de dos secciones (I" y I"), distribuidas en diferentes marcos y conectadas en paralelo. La piel por sección es de 230 vueltas de núcleo PEV-2 con un diámetro de 1,9 mm. Las secciones se pueden enrollar con 115 vueltas. ів, ale Tendrán que conectarse secuencialmente. Antes de enrollar el rastro del pie, la bola de piel debe endurecerse con ligeros golpes de un martillo de madera y cubrirse con un barniz blanqueador.
Para el devanado secundario, el autor utilizó una barra colectora de aluminio con un travesaño de 30 mm 2 (5x6 mm). Si el neumático tiene aproximadamente la misma sección transversal o un tamaño diferente, tendrá que cambiar ligeramente el ancho de la sección del marco para acomodar el bobinado. Antes de enrollar el neumático sin aislamiento, envuélvalo bien con un punto acolchado o una tela fina de algodón, cortada por delante en tiras de 20 mm de ancho. Espesor del aislamiento: no más de 0,7 mm.
Las secciones II" y II" se enrollan en 34 vueltas, las secciones III" y III"" en 8 vueltas cada una. El neumático se coloca sobre el bastidor con dos bolas con el lado ancho hacia el conductor magnético. La bola de cuero se aplasta con luz golpes de martillo de madera y recubrir con barniz transparente Preparaciones Seguidamente se deben secar los casetes, manteniendo la temperatura y sequedad de la secadora por debajo de la marca del barniz de secado.
El núcleo magnético del transformador está hecho de placas de acero del transformador laminadas en frío con un espesor de 0,35 mm. En la superficie hay acero laminado en caliente negro, la superficie de la chapa laminada en frío es blanca. Es posible cortar chapa de acero de los núcleos magnéticos de transformadores que se encuentran en buen estado y están instalados en subestaciones transformadoras. Hay que probar el acero para la metodología, sobre yak vikladeno más. Una vez que se da el último paso, el valor de la inducción máxima m difiere significativamente del adoptado durante la expansión (1,42 T), habrá que repetir el resto y obtener los resultados al preparar el transformador. Las láminas de acero se cortan directamente del acero laminado en tiras de 40 mm de ancho, que a su vez se cortan en placas de 108 y 186 mm de ancho. Las lágrimas se pueden eliminar con una lima o una lima de aserrín. El conductor magnético se monta "al otro lado de la calle" con espacios posiblemente más pequeños en las placas.
El transformador terminado se coloca en una carcasa seca hecha de un material no magnético, como el aluminio. Las aberturas de ventilación deben estar abiertas sobre la piel. Hasta el nivel 220, el transformador se conecta con un cable con conductores de potencia de cobre con una sección transversal de al menos 6 mm 2 y un cable de tierra, que se conecta al núcleo magnético del transformador y su carcasa seca. El enchufe merezheva es un enchufe de tres contactos (el tercero está conectado a tierra), con una potencia nominal de al menos 63 A.
Los extremos de los devanados secundarios están conectados de forma segura a pasadores roscados de latón con un diámetro de 8...10 mm, instalados en un panel eléctrico resistente al calor montado sobre la piel seca del transformador. Como cocinar carne, la miel se lanza con una envergadura de 16...25 mm 2. Los electrodos para soldar (preparados en cualquier momento) se pueden crear de forma independiente y rápida, por ejemplo, siguiendo recomendaciones. Las brocas con un diámetro de 2...6 mm de acero blando con bajo contenido de carbono se dividen en cortes rectos de 300...400 mm. El recubrimiento se prepara con 500 g de kraid y 190 g de vidrio raro, diluidos con una botella de agua. Muele estas cantidades para 100-200 electrodos.
Para preparar los esquejes, envolver toda la paloma en la capa, dejando sólo los extremos no recubiertos durante unos 20 mm, escurrir y secar a una temperatura de 20...30°C. Estos electrodos son adecuados para soldar como fuente intercambiable o permanente. Por supuesto, los hedores sólo pueden ser una alternativa oportuna a su lanzamiento comercial. No es bueno aprovecharse de ellos en la profesión militar.
LITERATURA
5. Zaks M. I. ta adentro. Transformadores para producción de arco eléctrico. -L.: Escuela Vishcha, 1988.
6. Baranov V. Caldera eléctrica de baja potencia..-Radio, 1996 N° 7, pág. 52-54.
7. Gorsky A. N. Ta in. La avería de elementos electromagnéticos del suministro eléctrico secundario. - M: Radio y conexiones, 1988.
8. El libro del electricista de Dovidkov. - M: Energovidav, 1934.
El diseño de transformadores de soldadura autónomos tiene una clara especificidad, porque en la mayoría de los casos no corresponden a circuitos típicos y para ellos, en su mayor parte, es imposible establecer métodos estándar de diseño y descomposición para transformadores industriales. La especificidad radica en que durante la preparación de las autocajas, los parámetros de sus componentes se adaptan a los materiales, principalmente mediante el conductor magnético. A menudo, los transformadores no se ensamblan a partir de la jaula más corta, sino que se enrollan con el cable más corto y se calientan y vibran fuertemente.
Cuando se prepara un transformador cuyo diseño es similar al de los componentes industriales, es posible acelerar el diseño utilizando métodos estándar. Dichos métodos establecen los valores más óptimos del devanado y los parámetros geométricos del transformador. Sin embargo, por otro lado, esta optimización está limitada por los métodos estándar. Por lo tanto, parecen absolutamente impotentes cuando cualquier parámetro va más allá del valor estándar.
Detrás de la forma del núcleo se dividen los transformadores de tipo blindado y de tira.Los transformadores de tipo carrera, en comparación con los transformadores de tipo blindado, producen un CCD más alto y permiten una mayor resistencia de las cuerdas en los devanados. Por eso los transformadores empiezan a sonar, detrás del vino raro se oye un zumbido.
Dependiendo de la naturaleza de los devanados, el dispositivo se divide en transformadores con devanados cilíndricos y de disco.
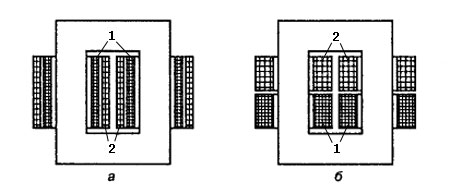
Tipos de devanados de transformadores: a - devanado cilíndrico; b - bobinado del disco. 1 - devanado primario; 2 - devanado secundario.

En los transformadores con devanados cilíndricos, un devanado se enrolla encima del otro. Entonces, ¿cómo se conocen los devanados? distancia minima De un modo u otro, prácticamente todo el flujo magnético del devanado primario se combina con las espiras del devanado secundario. Sólo una fracción del flujo magnético del devanado primario, llamado flujo de disipación, fluye en el espacio entre los devanados y no está conectada al devanado secundario. Un transformador de este tipo tiene una característica dura (lea sobre la característica voltamperaje de una máquina de soldar). Un transformador con estas características no es apto para soldadura manual. Para ajustar las características externas descendentes del aparato de cocción, en este caso se utiliza un reóstato de lastre o un acelerador. La presencia de estos elementos complica el uso del aparato de soldadura.
En los transformadores con devanados de disco, los devanados primario y secundario están separados entre sí. Esto significa que parte del flujo magnético del devanado primario no está conectado al devanado secundario. Parece que estos transformadores pueden ser culpables de disipación electromagnética. Un transformador de este tipo tiene una característica externa necesaria y decreciente. La inductancia del transformador se debe a la rotación mutua de los devanados, su configuración, el material del circuito magnético y la transferencia de objetos metálicos cerca del transformador. Por tanto, el diseño exacto de la inductancia del circuito es prácticamente imposible. En la práctica, el desarrollo de la estructura se lleva a cabo en la dirección de enfoques posteriores debido a la próxima aclaración de los datos detallados y constructivos de manera práctica.
La regulación del chorro de soldadura se puede lograr cambiando la posición entre los devanados que se enrollan con los devanados. En la mente cotidiana, es importante reemplazar el transformador con devanados sueltos. La salida del transformador fabricado puede basarse en el valor fijo del flujo de soldadura (en el mismo valor de la tensión sin carga). Se puede realizar un ajuste más preciso del chorro de soldadura colocando el cable de soldadura en anillos (el cable se calienta mucho).
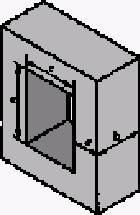
Se observan disipaciones especialmente fuertes y, por tanto, una característica de caída pronunciada en transformadores con configuración en forma de U, en los que los devanados están separados de diferentes brazos y la distancia entre los devanados es especialmente grande.

Sin embargo, el hedor causa mucho dolor y es posible que no provoque una sensación fuerte.
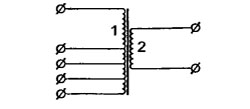
La relación entre el número de vueltas del devanado primario N 1 y las vueltas del devanado secundario N 2 se denomina coeficiente de transformación del transformador n, y dado que la diferencia de costos no está incluida, entonces la expresión justa es:
norte = norte 1 /norte 2 = U 1 /U 2 = yo 2 /yo 1
de U 1, U 2 - voltaje de los devanados primario y secundario; I 1, I 2 - rasgueo de los devanados primario y secundario, A.
Al comenzar a plegar el transformador, sería razonable insertar un cable entre el cable de salida y enrollar los devanados hasta que se aplique tensión. Aunque aquí puede centrarse en el voltaje máximo posible para un dispositivo en particular, es importante tener en cuenta que en el caso de un circuito monofásico, es poco probable que cualquier transformador desarrolle una fuente de alimentación superior a 200 A. En este caso, es necesario comprender claramente que con un mayor estrés, aumenta el nivel de calentamiento y desgaste del transformador, aumentan los desechos necesarios y las piezas costosas, la vagina y no la piel eléctrica, el límite puede afectar el apetito de presionar la cocción. aparatos. El punto medio de oro podría ser la tensión del transformador, suficiente para el funcionamiento del electrodo de tres milímetros más grande, con un rasgueo de salida de 120-130A.
La tensión del transformador de soldadura y del dispositivo en su conjunto será mayor:
P = Ux. × Calle I. × cos(φ) / η
de U x.g. - Voltaje inactivo, I st. - Soldadura de rasgueo, φ - corta la diferencia de fase entre el rasgueo y el voltaje. Dado que el transformador en sí es inductivo, todas las fases desaparecerán. En este caso, el cambio de resistencia con tensión cos(φ) se puede tomar igual a 0,8. η – KKD. Para un transformador de soldadura, se puede considerar que el KKD es igual a 0,7.
Para el extremo, tomamos los datos del transformador de soldadura, clasificado para el rasgueo de trabajo de la bobina secundaria I 2 = 160 A, con una tensión de salida en circuito abierto U 2 = 50 V, tensión del borde U 1 = 220V, el valor de PR (trivialidad del robot) es aceptable, digamos, 20% (sobre PR el rango es menor).
Ingresemos el parámetro de tensión, que determina la tensión del transformador:
P dl = U 2 × I 2 × (PR/100) 1/2 × 0,001
P dl = 50 × 160 (20/100) 1/2 × 0,001 = 3,58 kW
de PR – coeficiente de desperdicio de mano de obra, %. p align="justify"> El factor de potencia muestra cuántas horas (para cientos de unidades) opera el transformador en modo arco (se calienta) y decide pasar una hora en modo inactivo (colapsa). Para transformadores autónomos, los valores de PR son del 20 al 30%. Sin embargo, el PR en sí no fluye hacia la cadena de salida del transformador, ya que las conexiones de las espiras del transformador no están indicadas en el parámetro PR del vibrador terminado. Dependerá en gran medida de otros factores: el corte del núcleo y el espesor de la tubería, el aislamiento y el método de colocación del núcleo, la ventilación. Sin embargo, desde el punto de vista de la técnica inducida, es importante que para varios PR, la relación óptima sea una conexión única entre varias vueltas de bobinas y un corte plano del núcleo magnético, incluso si, por desgracia, la tensión se vuelve permanente y se gasta en las tareas del rasgueo I 2. No tiene sentido tomar PR, digamos, 60% o todo 100%, y operar el transformador a un valor más bajo, como es necesario en la práctica. Si lo desea, la mejor comprensión de los datos del devanado y la geometría del transformador garantizará la elección de un valor PR más bajo.
Para seleccionar el número de vueltas de los devanados del transformador, se recomienda utilizar la resistencia empírica de una vuelta E (en voltios por vuelta):
E = 0,55 + 0,095 × P dl (P dl y kW)
E = 0,55 + 0,095 × 3,58 = 0,89 V/vuelta
Este estancamiento es cierto para amplia gama presión, para obtener mejores resultados, el rango es de 5 a 30 kW.
El número de vueltas (la suma de ambas mitades) de los devanados primario y secundario se calcula en consecuencia:
norte 1 = u 1 / mi; N2 = U2/E
N1 = 220/0,89 = 247; norte2 = 50/0,89 = 56
Potencia nominal del devanado primario en amperios:
Yo 1 = Yo 2 × k m /n
donde k m =1,05-1,1 es el coeficiente que protege el puntal magnetizante del transformador; n = N 1 / N 2 – coeficiente de transformación.
norte = 247/56 = 4,4
Yo 1 = 160 × 1,1/4,4 = 40 A
La estructura de acero del núcleo del transformador (cm 2) está determinada por la fórmula:
S = U 2 × 10000/(4,44 × f × N 2 × B metro)
S = 50 × 10000/(4,44 × 50 × 56 × 1,5) = 27 cm 2
de f = 50 Hz – frecuencia propil de la corriente; B m - Inducción del campo magnético en el núcleo, T. Para el acero del transformador, la inducción se puede tomar como B m = 1,5-1,7 T, pero se recomienda acercarla a un valor más bajo.
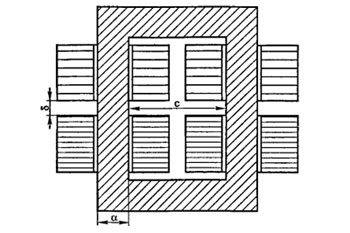
Las dimensiones estructurales del transformador están determinadas por la estructura del núcleo magnético. Parámetros geométricos del circuito magnético en milímetros:
de p1 = 1,8-2,2; p2 = 1,0-1,2. En base a las dimensiones lineales de los lados del transformador seleccionado, el área donde se corta el circuito magnético será mucho mayor para el valor requerido, requiriendo los inevitables espacios entre las placas del conjunto de montaje, y lo siguiente:
Tamaño z = S/k c
Tamaño = 27/0,95 = 28,4 cm 2
de k c =0,95-0,97 – coeficiente de llenado de acero.
Se seleccionan los valores (a) más cercanos al rango del acero para transformadores, los valores finales (b) se ajustan a los anteriores (a), centrándose en la resta de los valores S y S.
La altura del núcleo magnético no está estrictamente determinada por el método y se selecciona en función de las dimensiones de las bobinas con cable, las dimensiones de montaje y también la posición entre las bobinas, que se instala al ajustar la línea del transformador. El tamaño de la bobina está determinado por el tamaño de la cinta, el número de vueltas y el método de enrollado.
El flujo de soldadura se puede ajustar moviendo secciones de los devanados primario y secundario una a la vez. Cuanto mayor sea la distancia entre los devanados primario y secundario, menos tensión experimentará el transformador de soldadura.
Tal rango, para el transformador Zvarivalny ZI con un parlamento de 160a otrimann, el parámetro principal: Sumarna kilkіst Vitkiv perpet cat N 1 = 247 WITKIVA VIMIREVASK PROVERIZ MAGNITOPROP S = 28,4 cm 2. La expansión con los mismos datos de salida, excepto PR = 100%, dará relaciones S y N 1 muy diferentes: 41,6 cm 2 y 168 similares al mismo flujo de 160A.
¿Qué se debe hacer después de analizar los resultados? En primer lugar, este tipo de conexión tiene una relación entre S y N para un único flujo de acción sólo para un transformador de soldadura, preparado mediante un circuito con disipaciones magnéticas mejoradas. Como si hubiéramos resumido los valores de S y N, tomados para este transformador, para otro transformador, generado por el circuito. transformador(Div. Malyunok Nizhde), entonces el vihid Strum en los valores de Tikh de s I N 1 es válidamente zRIS Bi, aproximadamente en 1.4-1.5 grozy, su abundancia fue aproximadamente en las profundidades de los gatos primarios zylshiti kilkiy vitkiv No .1 para el zbereznaya del tamaño del struma.

Los transformadores de soldadura, en los que secciones de la bobina secundaria se enrollan encima de la bobina primaria, se vuelven significativamente más anchos cuando preparación independiente aparato de cocina. Su flujo magnético está más concentrado y la energía se transfiere de manera más eficiente, para mejorar las características de soldadura, lo que, sin embargo, puede corregirse mediante un estrangulador o un soporte de lastre.
La parte más importante del transformador de soldadura es el conductor magnético. En muchos casos, para el bobinado automático se utilizan circuitos magnéticos de instalaciones eléctricas antiguas, ya que antes se soldaba mucho: todo tipo de transformadores grandes, autotransformadores (LATR), motores eléctricos. A menudo estos circuitos magnéticos tienen una configuración incluso exótica, ya que los parámetros geométricos no se pueden cambiar. El transformador de fabricación debe asegurarse utilizando un magnetoconductor no estándar, vikorist y un método de seguro no estándar.
Los parámetros más importantes durante la expansión son el área donde se corta el núcleo magnético, el número de vueltas del devanado primario y la holgura en el núcleo magnético de los devanados primario y secundario del transformador. La sección transversal del circuito magnético en este caso varía según las dimensiones exteriores del paquete comprimido de placas, sin tener en cuenta los costes de los espacios entre las placas, y se expresa en cm 2. Con una tensión viva de 220-240V, con soporte insignificante en la línea, podemos recomendar fórmulas avanzadas para el recorrido cercano de espiras del devanado primario, que dan resultados positivos para flujos de 120-180A para muchos tipos de transformadores iv. A continuación se muestran las fórmulas para las dos opciones extremas para rotar los devanados.
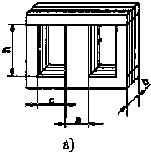
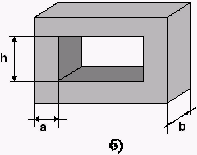
Para transformadores con devanados en un brazo (pequeños abajo, a):
N 1 = 7440 × U 1 /(Tamaño × I 2)
Para transformadores con devanados separados (figura siguiente, b):
N 1 = 4960 × U 1 /(Tamaño × I 2)

donde N 1 es el número aproximado de vueltas del devanado primario, S z es el corte del núcleo magnético (cm 2), I 2 es el ajuste de la cuerda de soldadura del devanado secundario (A), U 1 es el límite de voltaje.
En este caso, es necesario tener en cuenta que para un transformador con devanados primario y secundario separados en diferentes brazos, es poco probable que pueda extraer una corriente superior a 140 A; esto indica una fuerte dispersión del campo magnético. Tampoco es posible centrarse en la alimentación de 200A de otros tipos de transformadores. Las fórmulas se acercan más al personaje. Algunos transformadores con circuitos magnéticos especialmente pequeños producen valores de corriente de salida significativamente más bajos. Además, hay muchos parámetros que no se pueden medir ni comprender completamente. Se desconoce qué tipo de material se utiliza en la preparación de uno u otro, remoción del antiguo conductor magnético que se posee. El voltaje en el circuito eléctrico puede variar mucho (190-250V). Lo que es aún peor es que la línea eléctrica contiene una fuente de voltaje importante, de solo un ohmio, que prácticamente no fluye hacia la lectura del voltímetro, que es un gran soporte interno, de lo contrario puede amortiguar en gran medida el voltaje de la soldadura. En general, se recomienda retirar el devanado primario del transformador del devanado principal después de 20-40 vueltas.
En este caso, será posible seleccionar con mayor precisión el voltaje del transformador o ajustarlo según un nivel de voltaje específico. El número de vueltas del devanado secundario se determina a partir de la relación (excepto la "voz", por ejemplo, de dos LATR):
norte 2 = 0,95 × norte 1 × U 2 /U 1
donde U 2 es el voltaje sin carga en la salida del devanado secundario (45-60 V), U 1 es el voltaje límite.
El valor óptimo para cortar el circuito magnético para un transformador de soldadura típico se determinó en la aplicación según el método estándar (160A, 26 cm2). Proteus, que ahora es óptimo en términos de indicadores energéticos, es el mismo, y puede ser posible en el futuro, en términos de cambios constructivos y económicos.
Por ejemplo, un transformador del mismo tipo puede provocar que un circuito magnético se corte con una diferencia de dos: digamos 30-60 cm 2 . A este ritmo, el número de vueltas de los devanados se reducirá aproximadamente a la mitad: para 30 cm 2 tendrás que enrollar el doble, menos para 60 cm 2. Si el núcleo magnético tiene un orificio pequeño, entonces corre el riesgo de que todas las espiras simplemente no encajen en su volumen, o que termine torciendo un cable incluso delgado, en cuyo caso es necesario aumentar la extensión del núcleo magnético con menos número de vueltas (relevante para muchos transformadores autopropulsados). Otra razón es económica. Dado que el material de bobinado es escaso, entonces, de acuerdo con sus deseos, este material deberá protegerse al máximo posible, aumentando el conductor magnético a una longitud mayor. Por otro lado, el magnetoconductor es la parte más importante del transformador. La zona donde se corta el circuito magnético es un problema, y antes ya hay un problema notorio. El problema del aumento de voltaje es especialmente notable cuando el transformador está enrollado con una varilla de aluminio, el voltaje es mucho menor que el de acero y, por lo tanto, más de cobre. Con grandes reservas de material y dimensiones suficientes del circuito magnético, este elemento estructural se puede elegir más delgado. En cualquier caso, no se recomienda bajar del valor de 25 cm 2, ni tampoco superar los 60 cm 2.
Al mismo tiempo, no es posible juzgar la tensión por el flujo inactivo: el flujo puede ser diferente para diferentes tipos de transformadores. Sin embargo, al observar la presencia de flujo en el devanado primario en modo inactivo, se puede juzgar mejor la potencia del transformador. Para ello, el devanado primario del transformador debe conectarse a través de LATR, lo que le permite cambiar suavemente el voltaje de 0 a 240V. Lancug también incluye un amperímetro.
Al aumentar la tensión en los devanados, es posible eliminar el depósito de corriente debido al estrés de la vida. Vaya, ese es un gran aspecto.

Inicialmente, la curva está vacía, pero crece linealmente hasta un valor pequeño, luego la velocidad de crecimiento aumenta: la curva se curva hacia arriba, después de lo cual sigue un flujo de flujo creciente. Al mismo tiempo, si la curva se dirige al punto de inconsistencia, se bombea hasta un voltaje de 240 V (curva 1), lo que significa que el devanado primario contiene pocas vueltas y es necesario rebobinarlo. Es necesario asegurarse de que el transformador tenga aproximadamente un 30% más de interruptores con el mismo voltaje sin LATR. Si el punto de tensión de funcionamiento se encuentra en la curva principal, cuando se suelda el transformador se alcanzará su tensión máxima (curva 2). En el caso de las curvas 3, 4, el transformador tiene una vida de estanqueidad, que se puede aumentar cambiando las vueltas del devanado primario, y hay un ligero flujo en vacío: la mayoría de los engranajes automáticos están orientados en esta posición. . En realidad, las corrientes sin carga varían para los diferentes tipos de transformadores, la mayoría de los cuales operan en el rango de 100 a 500 mA. No se recomienda instalar el interruptor de ralentí por encima de 2A.
Al salir victorioso en este sitio, es necesario colocar mensajes activos en este sitio, visibles para los koristuvach y los robots de búsqueda.
Presentamos la CALCULADORA de automatización
(SP 16.13330.2011 Estructuras de acero, Ayudó en el diseño y desarrollo de juntas de acero del SK hasta la cabeza de SNiP II-23-81)
Breve reseña en vídeo:
CAPACIDADES DE LA CALCULADORA
La automatización de razkhunok la clase ancha de las costuras soldadas del montón.
El complejo ampliado en su sector se actualiza mediante el paquete de software SCAD Office (sección "Crystal. Soldadura") según la variedad de patrones de costuras soldadas, el número de personas que trabajan en las costuras de tendencias externas (Qx, Qy , N, Mx, My, M z), Al mismo tiempo, el vikoristan también es inteligente y gentil.
Calculadora de seguridad 12 materiales de vídeo (más de 4 años) de un vistazo emboscadas teóricas la apertura de costuras soldadas en montón y la cubierta de las culatas sin rostro, la apertura de costuras de diferentes configuraciones.
Es suficiente ingresar los datos de salida para eliminar rápidamente el coeficiente de calidad no resistente de las costuras divididas.
Vídeos en directo y comentarios desde la grabación en la nube de S.A. Makeev.
http://bit.ly/1A1IQWr http://bit.ly/129OcAT
Como parte de una comprensión más detallada de los materiales de la calculadora, el tamaño de las costuras soldadas cortadas está disponible actualmente para una revisión sin gatos (UT) y un video interesante ( Zagalne posilannya en la lista de reproducción):
1. Revisión en video de la calculadora "Rozrahunok de costuras soldadas" https://youtu.be/BE40vVJNPN4
2. Una breve introducción a la teoría de las uniones soldadas de rozrukhunku kulov https://youtu.be/X7eRLGFt8X0
3. Las costuras del dobladillo soldado Rozrohanok se superponen a la junta (1, 2, 3) https://youtu.be/8W1iZIWP4l8
4. Rozrakhunok de dobladillos soldados, corte recto según el plano https://youtu.be/Yilrh6DmL0U
5. Girar los dobladillos soldados a lo largo del contorno del anillo en el plano https://youtu.be/R9AsQcdYz4s
6. Costuras soldadas Rozhrakhunok del contorno de la viga en I https://youtu.be/xhGO5Oxqi1g
7. Rozrakhunok de costuras soldadas verticales de corte recto https://youtu.be/zYkY76tiVHw
8. Costuras de dobladillo horizontales y en forma de H de Rozkhunok https://youtu.be/Lt4k6PoxFDQ
9. Rotación de las uniones de elementos de celosía de paquetes emparejados https://youtu.be/Z5dFXq-jLX0
10. Costuras verticales en forma de anillo de Rozhrakhunok https://youtu.be/z6TI7rEFugU
11. Disposición de costuras horizontales orientadas radialmente https://youtu.be/22bUl_B5S3Y
12. Costuras soldadas con postes retorcidos de una caja de canales https://youtu.be/kXdxBXln__M
Cuando solicite la calculadora, se le enviará por correo electrónico una carpeta de descarga de todos los materiales: 12 archivos de vídeo, el archivo Excel de la Calculadora y un conjunto de literatura preliminar y normativa del disco oscuro o Yandex.
El almacén de carpetas para la adquisición de materiales de la Calculadora de envío se encuentra a continuación:
Almacén de la carpeta de materiales de video (12 videos de extrema trivialidad durante 4 años) de la Calculadora de envío a continuación:
El diseño danés del transformador para soldadura es adecuado para realizar el diseño del transformador para soldadura por puntos.
Como se ha descrito más de una vez, un transformador consta de un núcleo y dos devanados. Estos elementos de diseño en sí mismos indican soldadura básica. Sabiendo de antemano cuál es la potencia nominal del circuito, la tensión en los devanados primario y secundario, así como otros parámetros (), se determina la disposición de los devanados, el núcleo y el corte.
A la hora de probar el diseño del transformador para soldadura, se toma como base los siguientes datos:
Tensión del devanado primario U1. Básicamente, no existen barreras de tensión, sea cual sea el tipo de transformador. Puede ser de 220 o 380 V; tensión nominal del devanado secundario U2. El voltaje eléctrico presente después de una disminución en la entrada no excede los 80 V. Requerido para iniciar el arco; potencia nominal del devanado secundario I. Este parámetro se selecciona en función del tipo de electrodos utilizados para soldar y del espesor máximo de metal que se puede soldar; área del núcleo cortado Sc. La fiabilidad del dispositivo robótico se encuentra bajo la superficie. El área de corte óptima es de 45 a 55 cm2; cuadrado vikna Entonces. El área de la ventana central se selecciona entre la estructura de buena dispersión magnética, eliminación del exceso de calor y facilidad de bobinado. Los parámetros óptimos son de 80 a 110 cm2;
Espesor del bobinado (A/mm2). Este es un parámetro importante que indica el desperdicio eléctrico en los devanados del transformador. Para transformadores autónomos, establezca este indicador en 2,5 - 3 A. sitio
Como regla general, tomamos los siguientes parámetros para un transformador de soldadura: tensión límite U1 = 220 V, tensión del devanado secundario U2 = 60 V, potencia de corriente nominal 180 A, área de la sección transversal del núcleo Sc = 45 cm2, área de la ventana So =100 cm2, espesor Hay una línea de bobinado 3 A.
P = 1,5 * Sc * Entonces = 1,5 * 45 * 100 = 6750 W o 6,75 kW.
¡Importante! Esta fórmula tiene un coeficiente de 1,5 para transformadores con núcleo tipo P, Sh. Para transformadores toroidales este coeficiente es superior a 1,9, y para ![]() núcleos tipo PL, ShL 1.7.
núcleos tipo PL, ShL 1.7.
¡Importante! Como en la primera fórmula, el coeficiente es 50 vicoristanos para transformadores con núcleo de tipo P, Sh. Para transformadores toroidales es más de 35, y para núcleos de tipo PL, ShL 40.
Ahora hemos determinado la fuerza máxima del flujo en el devanado primario según la fórmula: Imax = P/U = 6750/220 = 30,7 A. El número de vueltas se ha perdido como resultado de la cancelación de los datos.
Para la disposición de espiras se utiliza la siguiente fórmula: Wх = Uх * K. Para el devanado secundario será W2 = U2 * K = 60 * 1,11 = 67 vueltas. Para el primer desarrollo, ahorramos un poco durante un año, y luego se instalará allí una fórmula diferente. A menudo, especialmente para los transformadores toroidales, se cambia la estructura de los tableros de regulación de potencia. Vale la pena intentar ver el dardo en el turno de la canción. La estructura está determinada por la siguiente fórmula: W1st = (220 * W2) / Ust.
Es necesario abrir la retina al nivel de la piel Ust. Para ello, la fórmula de la velocidad es U=P/I. Por ejemplo, necesitamos crear varias etapas con regulación a 90 A, 100 A, 130 A y 160 A para nuestro transformador de 6750 W. Habiendo enviado los datos a la fórmula, podemos eliminar U1st1=75, U1st2=67.5, U1st3=52, U1st4=42.2 V.
La eliminación del valor se presenta en forma de disposición de vueltas para las etapas de control y elimina W1st1=197 vueltas, W1st2=219 vueltas, W1st3=284 vueltas, W1st4=350 vueltas. Agregando otro 5% al valor máximo de las vueltas truncadas para la cuarta etapa, obtenemos el número real de vueltas: 385 vueltas.
Finalmente, necesitamos cubrir el hilo en la primera y segunda vuelta. Para ello dividimos el rasgueo máximo del devanado de piel entre el grosor del rasgueo. Como resultado, Sprimero = 11 mm2 y Ssegundo = 60 mm2.
¡Importante! La estructura del transformador de contacto se suelda de forma similar. Ale tiene pocas tareas diarias. A la derecha, la potencia nominal del devanado secundario de este tipo de transformadores oscila entre 2000 y 5000 A para los de baja presión y hasta 150 000 A para los compactos. La regulación de este tipo de transformadores consta de hasta 8 etapas mediante condensadores variables y un puente de diodos.
| Estadísticas sobre el tema: | |
|
El poder de las agujas de pino Para el estancamiento externo
El cedro siberiano es una conífera de hoja perenne famosa por su piel. Si visitas gladiolos
Según la leyenda, los gladiolos crecieron a partir de las espadas de dos amigos que se perdieron. Familia tsibul: descripción y características de las variedades, plantación y observación Cómo cultivar la familia tsibul.
Muchos jardineros no desperdician energía en hacer crecer y valorar la familia familiar. | |




