აირჩიეთ მკითხველი




პოპულარული სტატისტიკა
გლუვი ფიტინგები უფრო მრავალმხრივი მასალაა, რაც შესაძლებელს ხდის მათ შეხამებას გოფრირებული პროფილის მსგავსი ღარებით. თუმცა, მიუხედავად ასეთი გამაგრების მრავალფეროვნებისა, არ არის რეკომენდებული ვიკორისტი წყნარ პირობებში, რადგან აუცილებელია თუჯის კონსტრუქციების შექმნა, რომლებიც მხარს უჭერენ მოძრავ ლითონს. ამ დღეს ტარდება მრავალი სახის გლუვი ფიტინგები, რომლებიც გამოირჩევიან როგორც მომზადების ტექნოლოგიით, ასევე საკუთრების კლასით.
ფოლადის გამაგრება არის მთავარი ელემენტი, რომელიც გამარჯვებულია ბეტონისგან დამზადებული სტრუქტურების ეფექტური გამაგრებისთვის. ასეთი ლითონის ღეროების დასახმარებლად არის ყოველდღიური სპორების ნაწილების სიძლიერე (ხელახალი კრიტიკული, საძირკველი, სვეტები), ცალკეული ნაწილები (სხივები, ფილები, დახრილი გადასასვლელების ელემენტები), აგრეთვე სხვადასხვა სახის ყალიბები, რომლებიც მზადდება. ბეტონისგან (სტოპივი, მილები, გადახურვის ფილები და ა.შ.).
ბეტონთან შეერთების უძლიერესი ძალით, ფოლადის გამაგრებით გოფრირებული პროფილით, იგივე її zastosovuyt კონსტრუქციების ასაშენებლად, რომლებზეც არის მიღწევები მათი მატერიალურობის, საიმედოობისა და გამძლეობის თვალსაზრისით. ამავდროულად, გოფრირებული არმატურის ცვალებადობა უფრო მაღალია, უფრო დაბალია გლუვი პროფილის ფილების ფასი, რაც უფრო მეტია, ვიდრე დანარჩენ მდიდარ სიტუაციებში, თუ ჰაერში სუნი უზრუნველყოფს ბეტონის კონსტრუქციების აუცილებელ მახასიათებლებს, უფრო ეკონომიურად. მორჩილი.
ეს პრაქტიკულად შეუძლებელია გლუვი ფიტინგების გარეშე, რადგან იქმნება დეკორატიული მნიშვნელობის ბეტონის ნაკაწრები და სუსტად ნავანტიაჟურულია ექსპლუატაციის პროცესში. მსგავსი ტიპის, ზოკრემას, შეგიძლიათ ნახოთ: მოკლე საფეხურები და დიდი ზომის სვეტები, ზღურბლები, ნაკაწრები, ღეროები და კედლები, სამშენებლო ბლოკები, მოსაპირკეთებელი ფილები და სხვა. დამატებითი გლუვი ფოლადის ფიტინგებისთვის, ისინი ასევე ამაგრებენ ქვისა ღეროებს ცელსა და კვირტის ბლოკებს შორის, რაც მნიშვნელოვნად ზრდის მათ სიმტკიცეს და, როგორც ჩანს, აუმჯობესებს სპორადჟუვან ბუდოვის კედლების მახასიათებლებსა და გამძლეობას. ასეთი გამაგრებით, გლუვი ფოლადის ზოლები შეიძლება განთავსდეს სხვადასხვა ელემენტების ნაკერებში იმავე ელემენტების ხარისხით ან მიბმული იყოს გამაგრებულ ბადეში.
გლუვი ფოლადის გამაგრების მრავალფეროვნება კიდევ უფრო მნიშვნელოვანია იმით, რომ ასეთი ელემენტი ფიქსირდება არა მხოლოდ სხვადასხვა ტიპის ბეტონის მატერიალურობის მახასიათებლების გაზრდის მეთოდით, არამედ მთელი რიგი სხვა ამოცანებისთვის. stosuvannya tsієї გამაგრების ყველაზე ფართოდ გავრცელებული უბნები є:

შესაკრავების კარიბჭე, შედუღებული გლუვი ფიტინგების ასო "G".
სტანდარტი, რომელიც საშუალებას გვაძლევს მივაღწიოთ გლუვი ტიპის გამაგრების ყველაზე ფართო ტიპების ტექნიკურ და სხვა მახასიათებლებს, არის GOST 5781-82. ამ GOST-ის დებულებები გამოიყენება სიგანის ფოლადის შეცვლაზე, რომელსაც შეიძლება ჰქონდეს მრგვალი პერე და პერიოდული ან გლუვი პროფილი. მსგავსი ფოლადის ვიბრაციების დანიშვნა, როგორც მითითებულია GOST-ში, არის ბეტონისგან ვიბრაციების უმაღლესი, ისევე როგორც უკანა ხაზოვანი სტრუქტურების გამაგრება.
სუვერენული სტანდარტი 5781-82 განაახლებს გამაგრების ფოლადს რამდენიმე ტიპისთვის, ამ მასალის სიმტკიცის, მექანიკური და სხვა სიმძლავრის თვალსაზრისით:

მასალის კლასის ცოდნისთვის, რომელიც მკლავებში ჩანს, შეიძლება ამოვიცნოთ ისეთი მახასიათებელი, როგორც საზღვარი სიბრტყეს შორის. Vzagali, რომელსაც დაევალა აღნიშვნების პირდაპირი აღნიშვნები, არა პირველი კლასის ფიტინგების დასამზადებლად მეჟა პლინნოსის ფოლადი, რომელიც იზომება კგფ/მმ 2-ში, არამედ მისი ღირებულება 10-ჯერ დიდია. ასე რომ, ფოლადის კლასისთვის A1 (A240), ინტერფეისი ხდება 24 კგფ / მმ2, ხოლო მასალის კლასისთვის A2 (A300) - 30 კგფ / მმ2.
GOST 5781-82-ის მიხედვით, მხოლოდ A1 კლასის ფიტინგები გაიცემა გლუვი პროფილით, ხოლო ყველა სხვა კატეგორიისთვის - პერიოდული. ამავდროულად, GOST ასევე იძლევა A2-A5 კლასების ფოლადის გამაგრების გლუვი პროფილით მოხრის შესაძლებლობას, რაც ჩანაცვლებას უწყობს ხელს.


გამაგრების ყველაზე პოპულარულ პროდუქტებს შორის გამაგრება ყველაზე პოპულარულია, რომელიც შეიძლება A-I კლასამდე მიიყვანოთ. იგი გაიცემა მხოლოდ გლუვი ტიპის პროფილით. იმავე მიზეზების გამო, GOST-ის დებულებებმა გადაიტანეს ყველა სხვა კლასის გამაგრების შერჩევა, რაც უფრო მნიშვნელოვანია პერიოდული პროფილით.
A1 კლასის ფიტინგების მაღალი პოპულარობა განპირობებულია იმით, რომ მხოლოდ მექანიკური სიმძლავრე, ისევე როგორც მასალის სხვა მახასიათებლები, რომლებიც გამარჯვებულია მოსამზადებლად, იძლევა ყველა უპირატესობის დაჩქარების შესაძლებლობას, რაც აძლევს გლუვ პროფილს. Vuglets ფოლადის კლასის St3sp, St3ps და St3kp კლასი A-I, მოკვლა ასეთი virіb სწორი უნივერსალური გზით. Tsya ფოლადის ფიტინგები არ არის ცუდად მოხრილი, vіdmіnno zvaryuєtsya და ადვილად pіddaєtsya დამუშავების სხვა მეთოდებზე.
Vіdpovidno to GOST 5781-82 іnshih კლასების გამაგრებითი პროდუქტები ვიბრირებულია ნახშირბადოვანი ფოლადისგან, მატერიალურობის უფრო მაღალი მახასიათებლებით ან დაბალი შენადნობის ფოლადის შენადნობებისგან. ასე რომ, მასალები ფიტინგების დასაყენებლად განსხვავებული ტიპებიє:
თუ ქიმიური საწყობი დაბალი შენადნობის ფოლადებისთვის, რომელიც საჭიროა გამაგრებითი ზოლების გასათავისუფლებლად, ექვემდებარება GOST 5781-82 დებულებებს, მაშინ ნახშირბადოვანი ფოლადებისთვის, სტანდარტი არის 380.
GOST 5781-81 მოიცავს არა მხოლოდ გლუვი პროფილის გამაგრების ზოლების ტექნიკურ და სხვა პარამეტრებს, არამედ ასორტიმენტს, რომელიც მოიცავს ასეთი გამაგრების 20 ტიპს. ასე რომ, GOST დებულებების თანახმად, გლუვი გამაგრების გამოშვება მიმავალი დიამეტრით გადადის: 6, 8, 10, 12, 14, 16 მმ, ასევე 18, 20, 22, 25, 28, 32, 36, 40. , 45, 50, 55, 60, 70 და 80 მმ. სამყაროს კანის ტიპის გამაგრების არეალი და შინაური ცხოველისთვის її (თეორიული) ასევე შეიძლება ამოიცნოთ GOST 5781-82 პოზიციიდან. კონდახისთვის თეორიული გამაგრების ზოლი, რომლის დიამეტრი 16 მმ-ია, არის 1,58 კგ, ხოლო დიამეტრი 80 მმ 39,46 კგ.
სტანდარტი მოიცავს გამაგრებითი ზოლების აღნიშვნის წესებს, რომელთა აპლიკაციების ხარისხში შესაძლებელია ქვედა დონის ელემენტების მარკირების შემუშავება:
16-A-I (A240) GOST 5781-82 - 16 მმ დიამეტრის გამაგრებითი ბარი, რომელიც შეესაბამება A-I კლასს;
22-A-IV (A600) GOST 5781-82 - არმატურის კლასი A-IV, რომლის დიამეტრი არის 22 მმ.
ცხრილებში, წარმომადგენლობებში, გლუვი ფიტინგების მთელ დიაპაზონში შეგიძლიათ ამოიცნოთ ყველა ზომა, შესაფერისი ბოჭკოების კანის კლასისთვის, ასევე ტექნიკური მახასიათებლები.

Vіdhilennya, yakі mozhe დედები თავიანთი ნომინალური დიამეტრით, შეზღუდულნი არიან 2590-ის სტანდარტის დებულებებით. ამ მიზეზით, ყველა ცხელ-გორებული მრგვალი სლატის დამნაშავეა, რომელთა დიამეტრი 5-270 მმ-ის ფარგლებშია. Obumovlyuєtsya სტანდარტი და მრგვალი გამაძლიერებელი ზოლების ასეთი პარამეტრი, როგორიცაა ovality, გადაიხდის შეურაცხმყოფელ წოდებას: აიღეთ განსხვავება პროფილის რეალური დიამეტრის უდიდეს და უმცირეს მნიშვნელობებს შორის, დაზიანებულია ერთ ჭრილში. ასეთი საცალო ფასი, GOST-ზე დაფუძნებული, არ არის პასუხისმგებელი ტოლერანტობის მეტი თანხისთვის (პლუს და მინუს) მოცემულ დიამეტრზე.
გამაგრებითი ფოლადი, რომელიც შეიძლება დამზადდეს სხვადასხვა კლასში, ასევე სხვადასხვა დიამეტრში, წარმოებულია შეურაცხმყოფელი სახით:

მომღერალი ვიმოგის საყრდენი განპირობებულია გამაგრებითი ზოლების სიგრძეც, რომელიც შეიძლება შეიცვალოს 6-12 მ ინტერვალით. ასე რომ, თმის შეჭრა შეიძლება დაშვებული იყოს მშვიდობიანი და არამშვიდობიანი ცხოვრების დეპუტატზე, ნებადართულია მშვიდობიანი ცხოვრების წვეულებებიც, დაუშვებელია არამშვიდობიანი თმის შეჭრის არაუმეტეს 15%, რომლის სიგრძე არანაკლებ 2 მეტრია. . ნორმატიული დოკუმენტი საშუალებას იძლევა, რომ წინა საყოფაცხოვრებო სამუშაოების მიღმა ჩანაცვლებისგან, გლუვი გამაგრების ზოლები შეიძლება გაიჭრას მტრედით, რომელიც შეიძლება მოიძებნოს 5-25 მ ინტერვალით.
მშვიდობიანი წარმოების ხანგრძლივი დროის განმავლობაში, როგორც ეს შეიძლება მიუთითებდეს უფრო მაღალი ან უფრო მაღალი სიზუსტით, სტანდარტში შედის შემდეგი დაბალი ტოლერანტობა:
Obumovlyuєtsya სტანდარტი და გამრუდება ფოლადის გამაგრებითი ბარები, მოცემული პარამეტრი არ არის დამნაშავე, მაგრამ 0.6% -ზე მეტი їх dozhini. A-I-A-IV ფოლადისგან დამზადებული გლუვი გამამაგრებელი ზოლები არ იძლევა შემდგომ თერმულ დამუშავებას, არამედ მოსახვევისთვის კლასი A-V, Vyrobniki vykonuyut დაბალი ტემპერატურის vіdpusku. ასეთი თერმული დამუშავება GOST-ის დაცვით არ შეიძლება ჩატარდეს, როგორც კი ტესტირება მოხდება, აუცილებელია ნიმუშების გამოშვებიდან 12 წლის გაჭიმვა, ღირებულება ხილული podovzhennyaგამაგრება უნდა იყოს არანაკლებ 9%, ხოლო თანაბარი - მინიმუმ 2%.

GOST-ზე, როგორც ზემოთ უკვე ითქვა, umovlyuє raznі tekhnіchnі მახასიათებლები და მექანიკური სიმძლავრე vrobіv. თავიდანვე ასეთი მახასიათებლებისა და უფლებამოსილებების ამოცნობა შესაძლებელია ცხრილების დათვალიერებით, მაგრამ ინფორმაციისთვის მოდით შევხედოთ მათ.
გლუვი გამაგრების ისეთ პარამეტრებამდე, როგორიცაა გახსნის დროში შეზღუდული ოპირი, მინიმალური წყალი და თანაბარი წნევა, ფსკერის დაწევის სტანდარტია:

გლუვი ტიპის ფოლადის ფიტინგები უნდა შემოწმდეს ვიგინისთვის, ხოლო კანის კლასის ვიკორისტისთვის, ფიტინგები სხვადასხვა პარამეტრით:
ასევე განსხვავებულია სხვადასხვა დიამეტრის ფიტინგების ხრახნების ტესტირების პარამეტრები. ასე რომ, A-I კლასის ვიბრატორებისთვის (განივი დიამეტრი არის 20 მმ) ხრახნი დამაგრებულია მანდრიაზე, რომლის დიამეტრი არის 2d; A-II კლასის ელემენტებისთვის (დიამეტრი ასევე იცვლის 20 მმ) 4d-ის ტოლი დიამეტრის ჩარჩო არის ვიკორირებული. ოთრიმანი დამნაშავე დედის მითითებების ასეთი ცდების პროცესში, მნიშვნელობა არ არის GOST 5781-82-ში მითითებული მნიშვნელობების არანაკლებ 0,95.
Obumovlyu GOST და წისქვილზე ზედაპირზე გამაგრებითი ბარები, როგორც ეს არ არის დამნაშავე შურისძიების საკუთარი gurkotiv ბზარები და ბზარები, რომლებიც დადგენილი სახით სტრესი, ასე რომ სათაურები მოძრავი სავსეა, ხარვეზი და შესვლის. Okremі vіdbitki, raskatnі naplіvі, zabrudnennya, іnїmіlіnі іnіkі korozії, ქერცლიანი და ტალღები ღეროების ზედაპირზე მაინც შეიძლება იყოს. zvaryuvannosti გამაგრების ზოლების სიძლიერე და სიმარტივე უფრო ხშირად ჩადება ქიმიური საწყობიფოლადი, ასევე მათი მომზადების ტექნოლოგია.
გლუვი პროფილის მქონე ფოლადის გამაგრების ზოლები, რომლებიც დამატებით შეიძლება გაიაროს თერმომექანიკური მეთოდით, დამზადებულია GOST 10884-94 შესაბამისად. vomogi მოცემული ნორმატიული დოკუმენტიისინი ფართოვდება 6-40 მმ განივი დიამეტრის ნაკაწრებზე, ბეტონის კონსტრუქციების გამაგრების ზოლად.
ფოლადისგან დამზადებული გამაგრება ასევე წარმოდგენილია რიგი კლასებით, რის საფუძველზეც იგი იყოფა ქვედა პარამეტრებში ნაძარცვებში.
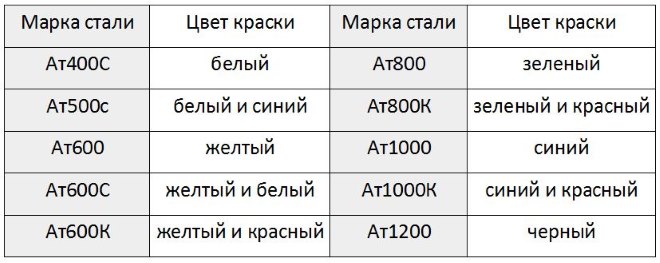
ასე რომ, უფრო მეტი პარამეტრის ხელახალი გასწორებისას, გლუვი ტიპის არმატურა წარმოდგენილია მოწინავე კლასებით: At400C, At500C, At600, At600C, At600K, At800, At800K, At1000, At1000K, At1200.
10884-94 სტანდარტის მიღმა, მნიშვნელოვანია პერიოდული პროფილის მქონე პარტიების გამოშვება. Vignatok შეიძლება გახდეს უფრო და უფრო ნაკლები კლასის At800 და მეტი მაღალი დონესიკეთე, როგორც მკრეფისა და დეპუტატის ამინდისთვის, შეიძლება მომზადდეს გლუვი პროფილით. თუ ფიტინგები დამზადებულია გლუვი პროფილით, მაშინ მნიშვნელოვანი ტექნიკური პარამეტრებია: სარკინიგზო, ჯვარედინი ზოლის ფართობი, არმატურის და გეომეტრიული პარამეტრების ტოლერანტობა, გამრუდება, ოვალურობა და მოხრა. გარანტირებული მორგება GOST 5781-82-ის ფარგლებში.
სხვადასხვა კლასის გლუვი zmіtsnennoy ფიტინგები vіdpovіdat ქვედა დიამეტრის vrobіv:
Dozhina წნელები გლუვი zmіtsnennoy ფიტინგებით, რადგან ისინი იცვლებიან მშენებლობის განლაგების ეტაპზე, შეიძლება იყოს მშვიდობიანი (5,5-13,5 მ) და მისაღები მშვიდობიანი (დოჯინა 26 მ-მდე). დასაშვებია v_dhilennya dovzhini prutkіv ასეთი გამაგრება ასევე განპირობებულია 5781-82 სტანდარტის შესაბამისად.
გლუვი გამაგრების მარკირების წესები, რომლებიც ითვლება ტიპის შეცვლამდე, არანაირად არ იცვლება ელემენტების აღნიშვნის თანმიმდევრობით, რადგან ისინი აღებულია პირველ კატეგორიამდე.

მარკირებული ტიპის გამაგრებითი ზოლები დამზადებულია ექსკლუზიურად დაბალი შენადნობის ფოლადებისგან:
გლუვი ტიპის გამაგრება დაფიქსირდა ისეთი პარამეტრებისთვის, როგორიცაა გახსნის დროის ბაზა (N / მმ2), ინტერლაინი (N / მმ2), წყალი და თანაბარი დაბალი წნევა (%) განპირობებულია შემდეგი ქვედა მნიშვნელობებით:
ამ ტიპის გლუვი ფიტინგები ასევე ხელახლა შემოწმებულია ვიგინისთვის, რისთვისაც მზადდება ვიკორისტის ფიტინგი, რომლის დიამეტრი არის 5d, ხოლო თავად ვირიბი დახრილია კუტზე 450.
რაც მთავარია, გამაგრებულ გამაგრებას, რომელიც მომზადებულია გლუვი პროფილით, ისინი, ვინც არ არის დამნაშავე ამ ხარვეზში, დაიშლება სტრესის 2 მილიონი ციკლის გამოყენების შემდეგ, რომლის ღირებულებაც არის დამნაშავე, მაგრამ არანაკლებ საზღვრის ნომინალური მნიშვნელობის 70% ), რის გამოც საჭიროა ღეროს მოსამზადებლად მასალა.(ხმები: 2 , Საშუალო რეიტინგი: 5,00 სთ 5)
გლუვი და პერიოდული პროფილის ცხელი ნაგლინი მრგვალი ფოლადი აღიარებულია ექსტრემალური და წინგადაჭიმული ბეტონის კონსტრუქციების (გამაგრებითი ფოლადი) გამაგრებისთვის GOST 5781-82-ის მიხედვით.
კლასიფიკაცია და დიაპაზონი
მექანიკური ავტორიტეტების წინაშე დაცემული, არმატურის ფოლადი ხელახლა აშენებულია კლასზე:
გამაგრებითი ფოლადი იწარმოება ზოლებით ან კოჭებით. გამაგრებითი ფოლადი მზადდება:
სწრაფი ფოლადის ზღვარზე კლასი A-I I (A300), A-III (A400), A-IV (A300) და A-V (A800) მზადდება გლუვი.
ცხრილი 1
| პროფილის ნომერი | წონა 1 მ, კგ | პროფილის ნომერი | კვეთის ფართობი, სმ2 | წონა 1 მ, კგ | |
|---|---|---|---|---|---|
| 6 | 0,283 | 0,222 | 28 | 6,160 | 4,830 |
| 8 | 0,503 | 0,395 | 32 | 8,040 | 6,310 |
| 10 | 0,785 | 0,617 | 36 | 10,180 | 7,990 |
| 12 | 1,131 | 0,888 | 40 | 12,570 | 9,870 |
| 14 | 1,540 | 1,210 | 45 | 15,000 | 12,480 |
| 16 | 2,010 | 1,580 | 50 | 19,630 | 15,410 |
| 18 | 2,540 | 2,000 | 55 | 23,760 | 18,650 |
| 20 | 3,140 | 2,470 | 60 | 28,270 | 22,190 |
| 22 | 3,800 | 2,980 | 70 | 38,480 | 30,210 |
| 25 | 4,910 | 3,850 | 80 | 50,270 | 39,460 |
შენიშვნები.
1 მ პროფილის მასა გამოითვლება ნომინალური ზომების მიხედვით ფოლადის სისქით, რომელიც არის 7,85 გ/სმ3.
იმოვირნისტის უსაფრთხოების მასი 1 მ არის დამნაშავე მაგრამ არანაკლებ 0.9.
პერიოდული პროფილების ნომინალური დიამეტრი ეფუძნება გლუვი პროფილების ნომინალურ დიამეტრებს, რომლებიც თანაბარია კვეთის ფართობში.
გლუვი პროფილების დიამეტრის საზღვრის ტოლერანტობა GOST 2590-ის მიხედვით ექსტრემალური მოძრავი სიზუსტისთვის.
პერიოდული პროფილის გამაგრებითი ფოლადი არის მრგვალი პროფილი ორი გვიანდელი ნეკნებით და განივი რაფებით, რომლებიც მიდიან სამმხრივი ხრახნიანი ხაზის გასწვრივ. 6 მმ დიამეტრის პროფილებისთვის ნებადართულია რაფები, რომლებიც მიდიან ერთჯერადი ხრახნიანი ხაზის გასწვრივ, 8 მმ დიამეტრით - ორსაწყისი ხრახნიანი ხაზის გასწვრივ.
გამაგრებითი ფოლადის კლასი A-II (A300), მომზადებული სტანდარტული ვიკონანში, პროფილი, მიუთითებს ნახ. 1a, i Ac-II (Ac300) პროფილის სპეციალური ამოცნობა, რომელიც მიუთითებს ნახ. 2ა, დედის ბრალია სიარული, პროფილის ორივე მხარეს ერთი და იგივე ჩანაწერით სიარული ტყუპის ხაზით.
ფოლადის კლასი A-III (A400), yak vygotovlyayut პროფილი, მიუთითებს ნახ. 1 b, i კლასების A-IV (A600), A-V (A800), A-VI (A1000) პროფილი, მიუთითებს ნახ. 1 ბ, 2 ბ, დედის ბრალია ტყუპის ხაზების გაყოლება, რომ ერთი მხრიდან პროფილი სწორი იყოს, მეორე მხრიდან - შემოდი ლევი.
Ac-II კლასის სპეციალური აღიარების გამამაგრებელი ფოლადი (Ac300) დამზადებულია ნახ. 1a ან 2a. პროფილი, სახელმძღვანელო ნახ. 2ა, მუშის მოხერხებულობისთვის მომზადებულია სპეციალური აღიარება. ჩამოაყალიბეთ და შეცვალეთ პროფილები, მიუთითეთ ნახ. 2a და 2b, შეიძლება მითითებული იყოს.
ცხრილი 2 გამაგრებითი ფოლადის დიამეტრი, მითითებულია ნახ. 1 a, b (GOST 5781-82)
| დ, მმ | d-|, მმ | პროფილის ნომერი (ნომინალური დიამეტრი d H), მმ | დ, მმ | d-|, მმ | ||
|---|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 | |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 | |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 | |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 | |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 | |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 | |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 | |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 | |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 | |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
გამაგრებითი ფოლადი კლასი A-l(A240) და A-II (A300) 12 მმ-მდე დიამეტრით და კლასი A-III (A400) 10 მმ-მდე დიამეტრის ჩათვლით, ისინი მზადდება ხვეულებში ან მაკრატლებში, დიდი დიამეტრის - მაკრატლით.
A-IV (A600), A-V (A800) და A-VI (A1000) კლასის გამაგრებითი ფოლადი, ყველა ჭრილი კეთდება ზოლებად, დიამეტრით 6 და 8 მმ.
საპარსი მზადდება 6-დან 12 მ-მდე სიგრძით:
არასამხედრო ასაკის მკრეხელთა პარტიაში ნებადართულია 3-დან 6 მ-მდე ხანგრძლივობის გაპარსვის არსებობა, მხარის წონის არაუმეტეს 7%-ისა.
ცხრილი 3 გამაგრებითი ფოლადის დიამეტრი, მითითებულია ნახ. 2 a, b (GOST 5781-82)
| პროფილის ნომერი (ნომინალური დიამეტრი d H), მმ | დ, მმ | d 1, მმ | პროფილის ნომერი (ნომინალური დიამეტრი d H), მმ | დ, მმ | დ, მმ | |
|---|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 | |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 | |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 | |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 | |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 | |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 | |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 | |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 | |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 | |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
ცხრილი 4 დაბალი შენადნობი და ნახშირბადოვანი ფოლადი, შეკვეთილი ფიტინგების მოსამზადებლად (GOST 5781-82)
| გამაგრებითი ფოლადის კლასი | პროფილის დიამეტრი, მმ | ფოლადის კლასი |
|---|---|---|
| A-l (A240) | 6-40 | StZkp, StZps, StZsp |
| A-lI (A300) | 10-40 40-80 | St5sp, St5ps 18G2S |
| Ac-II (Ac300) | 10-32 (36-40) | 10 GT |
| A-III (A400) | 6-40 6-22 | 35GS, 25G2S, 32G2Rps |
| A-IV (A600) | 10-18 (6-8) | 80С |
| 10-32 (36-40) | 20ХГ2Ц | |
| A-V (A800) | (6-8) 10-32 (36-40) | 23X2G2T |
| A-VI (A1000) | 10-22 | 22X2G2AYU, 22X2G2R, 20X2G2SR |
შენიშვნები.
ნებადართულია A-V კლასის (A800) გამაგრებითი ფოლადის მომზადება ფოლადის კლასებიდან 22X2G2AYU, 22X2G2R და 20X2G2SR.
როზმარინი, მინიჭებული მშვილდებში, მზადდება მუშის მოხერხებულობისთვის კომფორტით.
გამაგრებითი ფოლადი კლასის Al (A240), A-II (A300), A-III (A400), A-IV (A600) მზადდება ცხელი ნაგლინი, კლასი AV (A800) - დაბალი ტემპერატურის გამოსასვლელით, კლასი A. -VI (A1000) - დაბალტემპერატურული გამონადენით ან თერმომექანიკური დამუშავებით მოძრავი წისქვილის ნაკადში.
ნებადართულია არ ჩატარდეს ფოლადის კლასის A-V (A800) და A-VI (A1000) დაბალტემპერატურული ტესტირება ცვეთის წნევის დასაშვებად არანაკლებ 9% და თანაბარი წნევის არანაკლებ 2% ტესტირებისას. გაჭიმვის შემდეგ 12 წელი.
გამაგრებითი ფოლადი დიამეტრით 20 მმ, კლასი A-II (A300):
20-A-II GOST 5781-82
გამაგრებითი ფოლადი დიამეტრით 18 მმ, კლასი A-l (A240):
18-A-I GOST 5781-82
Შენიშვნა.
ათვლის კლასის A-II (A300) აღნიშვნაში "c" ინდექსს ემატება სპეციალური აღიარება: Ac-II (Ac300).
კომპანია მეტსერვისი სპეციალიზირებულია HDPE მილების წარმოებასა და რეალიზაციაში დალეკოე სხოდის ტერიტორიაზე. სათაო ოფისი მდებარეობს ვლადივოსტოკთან ახლოს, მიწოდება ხდება მაგადანში, პივდენნო-სახალინსკში, პეტროპავლოვსკ-კამჩატსკიში, ვლადივოსტოკში. ბიზნესი დინამიურად ვითარდება, ასორტიმენტი მუდმივად ფართოვდება. პოლიეთილენის მილები ვლადივოსტოკთან და სხვა ადგილებში მიწოდებულია აღიარების ადგილზე, მომავალში დამატებითი დახმარების იმედი გვაქვს. შეკვეთები ზუსტია, მიწოდების პირობები მინიმალურია.
მიზანშეწონილია ფოლადის მილების შეცვლა პოლიეთილენით. ჩვენი კომპანია მზადაა აწარმოოს თანამედროვე საკუთრებაში არსებული პოლიეთილენის მილები 20-დან 500 მმ-მდე 1,6 მპა-მდე სამუშაო ვიცეთი. პროდუქტები, რომლებიც მზადდება GOST-ის შესაბამისად GOST R50838-2009 "პოლიეთილენის მილები გაზსადენებისთვის" და GOST 18599-2001 "პოლიეთილენის მილები სანტექნიკისთვის". მოკლევადიან პერსპექტივაში ჩვენ ვამზადებთ დიდ PE საყვირებს. მილს კონტეინერებით ვუშვებთ შორს სხოდის მასშტაბით.
ცხელი ნაგლინი ფოლადი ჩამოსხმული ბეტონის კონსტრუქციების გასამაგრებლად
ტექნიკური გონება
GOST 5781-82
II. პერიოდული პროფილები
უკრაინის ეროვნული სტანდარტი
ვადა 01.07.83-დან 01.07.94-მდე
ეს სტანდარტი ვრცელდება გლუვი და პერიოდული პროფილის ცხელი ნაგლინი მრგვალი ფოლადისთვის, რომელიც აღიარებულია ექსტრემალური და წინ დაძაბული ჩამოსხმული ბეტონის კონსტრუქციების (გამაგრებითი ფოლადი) გამაგრებისთვის.
დაბალი შენადნობის ფოლადების ქიმიური საწყობის ნორმების ნაწილში სტანდარტი გაფართოებულია ოქროს, ბლუმსა და ბლანკებზეც.
1.1. მექანიკური სიმძლავრის მიხედვით, გამაგრებითი ფოლადი იყოფა A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. გამაგრებითი ფოლადი იწარმოება ზოლებით ან კოჭებით. A-I კლასის (A240) გამაგრებითი ფოლადი დამზადებულია გლუვი, კლასი A-II (A300), A-III (A400), A-IV (A600), A-V (A800) და A-VI (A1000) - პერიოდული პროფილი.
ამავდროულად, ფოლადის კლასის A-II (A300), A-III (A400), A-IV (A600) და A-V (A1000) ხდება გლუვი.
1.1, 1.2. (შეცვლილი გამოცემა, შესწორება No5).
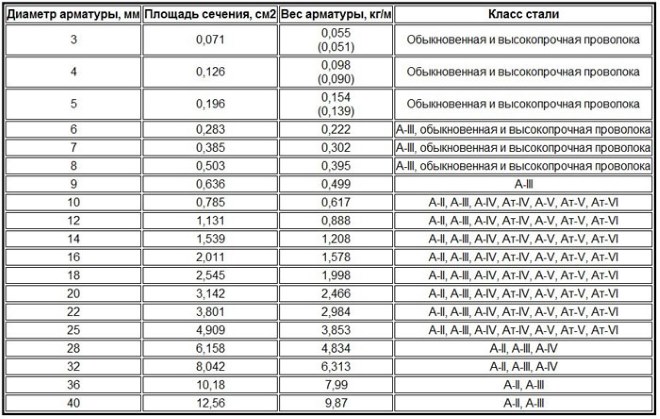
1.3. პროფილების რაოდენობა, განივი მონაკვეთის ფართობი, გლუვი და პერიოდული პროფილის გამაგრებითი ფოლადის სიგრძის 1 მ მასა, აგრეთვე რღვევის ხაზის პერიოდული პროფილების მასის საზღვრები. მითითებულია ცხრილში. ერთი.
1.4. პერიოდული პროფილების ნომინალური დიამეტრი ეფუძნება გლუვი პროფილების ნომინალურ დიამეტრებს, რომლებიც თანაბარია კვეთის ფართობში.
ცხრილი 1
|
პროფილის ნომერი (ნომინალური ათვლის დიამეტრი დნ) |
კვეთის კვეთის ფართობი, სმ 2 |
მასა 1 მ პროფილი |
|
|---|---|---|---|
|
თეორიულად, კგ |
სასაზღვრო შემწეობა,% |
||
| 6 | 0,283 | 0,222 | +9,0 -7,0 |
| 8 | 0,503 | 0,395 | |
| 10 | 0785 | 0,617 | +5,0 -6,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0 -5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,010 | 6,310 | +3,0 -4,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 -4,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.5. 1 მ პროფილის მასა გამოითვლება ნომინალური ზომების მიხედვით ფოლადის სისქით, რომელიც არის 7,85 × 103 კგ/მ3. იმოვირნისტის უსაფრთხოების მასი 1 მ არის დამნაშავე მაგრამ არანაკლებ 0.9.
(შეცვლილი გამოცემა, შესწორება No3).
1.6. გლუვი პროფილების დიამეტრის საზღვრის ტოლერანტობა GOST 2590-88-ის მიხედვით ექსტრემალური მოძრავი სიზუსტისთვის.
1.7. პერიოდული პროფილის გამაგრებითი ფოლადი არის მრგვალი პროფილი ორი გვიანდელი ნეკნებით და განივი რაფებით, რომლებიც მიდიან სამმხრივი ხრახნიანი ხაზის გასწვრივ. 6 მმ დიამეტრის პროფილებისთვის, რაფებს დასაშვებია გასვლა ერთსაწყისი ხრახნიანი ხაზის გასწვრივ, 8 მმ დიამეტრით - ორსაწყისი ხრახნიანი ხაზის გასწვრივ.
1.8. გამაგრებითი ფოლადის კლასი A-II (A300), მომზადებული სტანდარტული ვიკონანში, პროფილი, მიუთითებს ნახ. ერთი ა, I სპეციალური ამოცნობის (Ac-II) (Ac300) პროფილი, მიუთითებს ნახ. 2ა, დედის ბრალია სიარული, პროფილის ორივე მხარეს ერთი და იგივე ჩანაწერით სიარული ტყუპის ხაზით.
ფოლადის კლასი A-III (A400), რომელიც დამზადებულია ნახ. ერთი ბ, I კლასი A-IV (A600), A-V (A800), A-VI (A1000) ერთი ბ, 2ბ, დედის ბრალია ტყუპის ხაზის გაყოლება, რომელიც შეიძლება იყოს პროფილის ერთი მხრიდან პირდაპირ და მეორე მხრიდან შემოვიდეს.

Ac-II კლასის სპეციალური აღიარების გამამაგრებელი ფოლადი (Ac300) დამზადებულია პროფილებით, ნახ. ერთი აან 2 ა.
პროფილი, სახელმძღვანელო ნახ. 2 ა. ჩამოაყალიბეთ და შეცვალეთ პროფილები, მიუთითეთ ნახ. 2 აі ბ, შეიძლება დაზუსტდეს.
1.9. Rozmіri და სასაზღვრო vіdhilennya rozmіrіv პერიოდული პროფილის გამაგრებითი ფოლადი, რომელიც მომზადებულია ნახ. ერთი აі ბ, მოდი, ბრალს მაგიდაზე მივუთითოთ. 2 და ნახ. 2 აі ბ- მიუთითეთ ცხრილში. 3.
ცხრილი 2
როზმარინი, მმ
|
პროფილის ნომერი (ნომინალური დიამეტრი dn) |
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
მანამდე. გამორთულია |
მანამდე. გამორთულია |
|||||||||
| 6 | 5,75 | 0,5 | ±0.25 | 6,75 | 0,5 | 5 | 0,5 | 1?0 | 0,75 | |
| 8 | 7,5 | 0,73 | 9,0 | 0,75 | 5 | 0,75 | 1,25 | 1,1 | ||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 | |
| 14 | 13,0 | -0,5 | 1,25 | 15,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 | |
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
| 18 | 17,0 | 1,5 | ±0.5 | 20,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 20 | 19,0 | 1,5 | 22,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
| 22 | 21,0 | +0,4 | 1,5 | 24,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 25 | 24,0 | -0,5 | 1,5 | 27,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 1,5 | 2,5 | 3,0 | ||
| 32 | 30,5 | 2,0 | 34,5 | 2,0 | 10 | 2,0 | 3,0 | 3,0 | ||
| 36 | 34,5 | +0,4 | 2,5 | ±0.7 | 39,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 |
| 40 | 38,5 | -0,7 | 2,5 | 43,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 | |
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 3,0 | 54,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 55 | 53,0 | +0,4 | 3,0 | 59,0 | 3,0 | 15 | 2,5 | 4,0 | 4,5 | |
| 60 | 68,0 | 1,0 | 3,0 | ±1.0 | 64,0 | 3,0 | 15 | 2,5 | 4,0 | 5,0 |
| 70 | 68,0 | +0,5 | 3,0 | 74,0 | 3,0 | 15 | 2,5 | 4,5 | 5,5 | |
| 80 | 77,5 | -1,1 | 3,0 | 83,5 | 3,0 | 15 | 2,5 | 4,6 | 5.5 | |
Შენიშვნა.შეძლებისდაგვარად, საზღვრის დამშვიდება სამყაროსგან d1არ არის დამნაშავე მესაზღვრეების ხელახალი მონახულების გამო დპლუს podvoenі საზღვარი vіdhilennya თ.
ცხრილი 3
როზმარინი, მმ
|
პროფილის ნომერი (ნომინალური დიამეტრი d n) |
ა, გრადუსი |
||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
მანამდე. გამორთულია |
მანამდე. გამორთულია |
||||||||||||
| 10 | 8,7 | 1,6 | ±0.5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 1,6 | 13,8 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 2,0 | 11 | |||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 18 | 10,2 | 2,5 | +0,65 | 21,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 20 | 18,2 | 2,5 | -0,85 | 23,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | 50 | |
| 22 | 20,3 | +0,4 | 2,5 | 25,3 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 25 | 23,3 | -0,5 | 2,5 | 28,3 | 2,5 | 1,0 | 1,5 | 14 | 1,2 | 2,0 | 14 | ||
| 28 | 25.9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 14 | 1,2 | 2,5 | 14 | |||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 1,2 | 2,0 | 16 | 1,5 | 3,0 | 14 | |
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | |
| 40 | 37,6 | 3,5 | 44,6 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | |||
1.10. პროფილის გვერდებზე ხრახნიანი გამონაზარდების შესამჩნევი გადაადგილება, რომელიც ხაზგასმულია გვიანდელი ნეკნებით, არ არის სტანდარტიზებული.
როზმარინი, რომლის საფუძველზეც არ არის დადგენილი საზღვრების კლირენსი, ისინი მოცემულია კალიბრის მიზნით და მზა პროფილზე მათი გადახედვა შეუძლებელია.
1.11. გლუვი პროფილების ოვალურობა (განსხვავება უდიდეს და უმცირეს დიამეტრებს შორის ერთ ჭრილში) არ არის პასუხისმგებელი პლუს და მინუს სასაზღვრო დიამეტრის ჯამის გადაჭარბებაზე.
1.9-1.11. (შეცვლილი გამოცემა, შესწორება No3).
1.12. A-I (A240) და A-II (A300) კლასის გამაგრებითი ფოლადი 12 მმ-მდე დიამეტრით და კლასის A-III (A400) 10 მმ-მდე დიამეტრით, მათ შორის, დამზადებულია კოჭებით ან მაკრატლით, დიდი. დიამეტრი - მაკრატლით. A-IV (A600), A-V (A800) და A-VI (A1000) კლასის გამაგრებითი ფოლადი, ყველა ჭრილი კეთდება ზოლებად, დიამეტრით 6 და 8 მმ.
1.13. საპარსი მზადდება 6-დან 12 მ-მდე სიგრძით:
არასამხედრო ასაკის თმის შეჭრის პარტიას დასაშვებია თმის შეჭრა ხანგრძლივი 3-დან 6-მდე და არაუმეტეს წვეულების წონის 7%-ისა.
მოსავლის ამინდისთვის დასაშვებია საპარსების მომზადება 5-დან 25 მ-მდე.
1.14. საზღვრები მშვიდობიანი ჭრის მოვალეობების ხანგრძლივობისთვის ნაჩვენები იქნება ცხრილში. ოთხი.
ცხრილი 4
მოწინავე სიზუსტის სვიფტები მზად არის შენელებისთვის.
1.15. თმის შეჭრის გამრუდება არ არის ბრალი დახრილი სიგრძის 0,6%.
გამოიყენეთ ჭკვიანი სიტყვები
გამაგრებითი ფოლადი დიამეტრით 20 მმ, კლასი A-II (A300):
20-A-II (A300) GOST 5781-82
გამაგრებითი ფოლადი დიამეტრით 18 მმ, კლასი A-I (A240):
18-A-I (A240) GOST 5781-82.
ათვლის კლასის A-II აღნიშვნაში, z ინდექსს ემატება სპეციალური აღიარება: Ac-II.
(შეცვლილი გამოცემა, შესწორება No4).
2.1. არმატურის ფოლადი დამზადებულია სტანდარტის მიხედვით, ტექნოლოგიური რეგლამენტით და დავამყარებთ მას დადგენილი წესით.
2.2. გამაგრებითი ფოლადი დამზადებულია ნახშირბადის და დაბალი შენადნობის ფოლადისგან, რომელიც მინიჭებულია ცხრილში. 5. ბრენდმა ჩართვაში უფრო ნელა დაიწყო გამოჩენა. დანერგვის თანდასწრებით, ბრენდი დაარსდა მწარმოებელი კომპანიის მიერ. A-VI კლასის მაკრატლებისთვის (A1000), კლასების დაყენება დაიწყო ამკრეფის ამინდის მიხედვით, უფრო ნელი ტემპით.
ცხრილი 5
| გამაგრებითი ფოლადის კლასი | პროფილის დიამეტრი, მმ | ფოლადის კლასი |
|---|---|---|
| A-I (A240) | 6-40 | St3kp, St3ps, St3sp |
| A-II (A300) | 10-40 | St5sp, St5ps |
| 10-80 | 1NG2S | |
| Ac-II (Ac300) | 10-32 | 10 GT |
| (36-40) | ||
| A-III (A400) | 6-40 | 35GS, 25G2S |
| 6-22 | 32 G2Rps | |
| 10-18 | 80С | |
| A-IV (A600) | (6-8) | |
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| (6-8) | ||
| A-V (A800) | 10-32 | 23X2G2T |
| (36-40) | ||
| A-VI (A1000) | 10-22 | 22H2G2AYU, 22H2G2R, 20H2G2SR |
შენიშვნები:
1. დასაშვებია A-V კლასის (A800) გამაგრებითი ფოლადის დამზადება. 3 ფოლადის კლასი 22Kh2G2AYU, 22Kh2G2R და 20Kh2G2SR.
2. Rozmіri, დანიშნული მშვილდ, მზადდება გულისთვის პირის კომფორტი.
(შეცვლილი გამოცემა, ცვლილებები No3, 4).
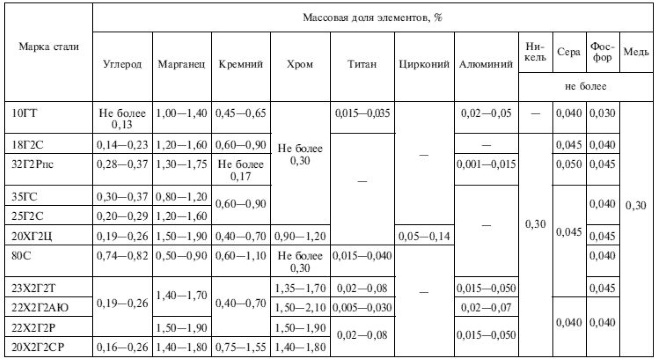
2.3. გამაგრებითი ნახშირბადოვანი ფოლადის ქიმიური საწყობი ექვემდებარება GOST 380-88, დაბალი შენადნობი ფოლადის სტანდარტების შესაბამისობას, ჩვენ აღვნიშნავთ ცხრილში. 6.
ცხრილი 6
ფოლადის კლასები |
ელემენტების მასური წილი,% |
|||
|---|---|---|---|---|
|
მარგანეტები |
||||
| 10 GT | არაუმეტეს 0.13 | 1,00-1,40 | 0,45-0,65 | არაუმეტეს 0.30 |
| 18G2S | 0,14-0,23 | 1,20-1,60 | 0,60-0,90 | არაუმეტეს 0.30 |
| 32 G2Rps | 0,28-0,37 | 1,30-1,75 | არაუმეტეს 0.17 | არაუმეტეს 0.30 |
| 35 GS | 0,30-0,37 | 0,80-1,20 | 0,60-0,90 | არაუმეტეს 0.30 |
| 25G2S | 0,20-0,29 | 1,20-1,60 | 0,60-0,90 | არაუმეტეს 0.30 |
| 20ХГ2Ц | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 0,90-1,20 |
| 800 | 0,74-0,82 | 0,50-0,90 | 0,60-1,10 | არაუმეტეს 0.30 |
| 23X2G2T | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,35-1,70 |
| 22X2G2AYU | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,50-2,10 |
| 22X2G2R | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 1,50-1,90 |
| 20H2G2SR | 0,16-0,26 | 1,40-1,80 | 0,75-1,55 | 1,40-1,80 |
Prodovzhennya მაგიდა. 6
ფოლადის კლასები |
ელემენტების მასური წილი,% |
||||||
|---|---|---|---|---|---|---|---|
ცირკონიუმი |
ალუმინის |
||||||
| 10 GT | 0,015-0,035 | - | 0,02-0,05 | 0,0-10 | 0,030 | 0,30 | |
| 18G2S | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 32 G2Rps | - | - | 0,001-0,015 | 0,30 | 0,050 | 0,045 | 0,30 |
| 35 GS | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 25G2S | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 20ХГ2Ц | - | 0,05-0,14 | - | 0,30 | 0,045 | 0,045 | 0,30 |
| 80С | 0,015-0,040 | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 23X2G2T | 0,02-0,08 | - | 0,015-0,050 | 0,30 | 0,045 | 0,045 | 0,30 |
| 22X2G2AYU | 0,005-0,030 | - | 0,02-0,07 | 0,30 | 0,040 | 0,040 | 0,30 |
| 22X2G2R | 0,02-0,08 | - | 0,015-0,050 | 0,30 | 0,040 | 0,040 | 0,30 |
| 20H2G2SR | 0,02-0,08 | - | 0,05-0,050 | 0,30 | 0,040 | 0,040 | 0,30 |
2.3.1. ფოლადის კლასის 20KhG2T-ებში ნებადართულია ქრომის მასური წილის გაზრდა 1,7%-მდე და ცირკონიუმის შეცვლა ტიტანისთვის 0,02-0,08%-ით. ფოლადის კლასის 23X2G2T-სთვის ტიტანი შეიძლება შეიცვალოს 0.05-0.10% ცირკონიუმით. ამგვარად, ფოლადის კლასის 20ХГ2Ц აღიარების მიზნით, ასო C-ს ნაცვლად, ჩადეთ ასო T, ფოლადის კლასის 23Х2Г2Т, ასო T-ის ნაცვლად ჩადეთ ასო C.
ფოლადის კლასის 32G2Rps-ისთვის ნებადართულია ალუმინის შეცვლა ტიტანით ან ცირკონიუმით თანაბარ ერთეულებში.
2.3.2. ფოლადის კლასის 22Kh2G2A10-ში აზოტის მასური წილი პასუხისმგებელია 0,015-0,030%-ის შესანახად, ჭარბი აზოტის მასობრივი წილი ფოლადის ხარისხში 10GT არის 0,008%-ზე მეტი.
2.3.3. ბორის მასობრივი წილი ფოლადის კლასებში 22Kh2G2R, 20Kh2G2SR და 32G2Rps განპირობებულია ბუტი 0,001-0,007%. ფოლადის კლასისთვის 22Kh2G2AYU დასაშვებია ბორის დამატება 0,001-0,008%.
2.3.4. ნებადართულია ტიტანის დამატება ფოლადის კლასებში 18G2S, 25G2S, 35GS მასის ფრაქციის გავრცელებით მზა ნაგლინში 0,01-0,03%, ფოლადის ხარისხში 35GS მასის ფრაქციის გავრცელებით მზა ნაგლინში, მომზადებული ქ. ხვეულები, 0,01-0 ,06%.
2.4. პასუხისმგებლობა ქიმიურ საწყობზე ნახშირბადოვანი ფოლადებისგან მზა გლინვაში - GOST 380-88-ის მიხედვით, დაბალი შენადნობის ფოლადებიდან მექანიკური უფლებამოსილების დოტრიმანის სტანდარტებით - ცხრილის მიხედვით. 7. Minus vidhilennya შერეული ელემენტებისთვის (ტიტანის ტიტანის და ცირკონიუმის და ფოლადის კლასის 20Kh2G2SR სილიკონისთვის) არ არის საშუალო.
ცხრილი 7
| ელემენტები | სასაზღვრო შემწეობა,% |
|---|---|
| ნახშირი | +0,020 |
| სილიკონი | +0,050 |
| მარგანეტები | +0,100 |
| ქრომი | +0,050 |
| შუა | +0,050 |
| სირკა | +0,005 |
ფოსფორი |
+0,005 |
| +0,010 | |
| ცირკონიუმი | -0,020 |
| ტიტანის | ±0.010 |
Შენიშვნა.ფოლადის ქარხნის ამინდის გამო, ფოლადი შეიძლება მომზადდეს ქრომის, სილიციუმის და მანგანუმის სხვა მოდიფიკაციებით.
(შეცვლილი გამოცემა, შესწორება No3).
2.5. კლასის A-I (A240), A-II (A300), A-III (A400), A-IV (A600) გამაგრებითი ფოლადი მზადდება ცხლად ნაგლინი, კლასი AV (A800) - დაბალი ტემპერატურის გამოსასვლელით, კლასი A. -VI (A1000) - დაბალტემპერატურული გამონადენით ან თერმომექანიკური დამუშავებით მოძრავი წისქვილის ნაკადში.
ნებადართულია არ ჩატარდეს ფოლადის კლასის A-V (A800) და A-VI (A1000) დაბალტემპერატურული ტესტირება ცვეთის წნევის დასაშვებად არანაკლებ 9% და თანაბარი წნევის არანაკლებ 2% ტესტირებისას. გაჭიმვის შემდეგ 12 წელი.
2.6. გამაგრებითი ფოლადის მექანიკური სიმძლავრე განპირობებულია ცხრილისთვის მინიჭებული ნორმებით. რვა.
ცხრილი 8
|
გამაგრებითი ფოლადის კლასი |
სასაზღვრო ხაზი ქ |
ტიმჩასოვი ოპირ რაზრიუ სვ |
Vіdnosne podovzhennya d5, % |
თანაბარი გამოკლება დ რ, % |
დარტყმის სიმტკიცე -60 °C-ზე |
სინჯის ტესტირება და ცივ ბანაკში ( თ tovshchina vіdpravki, დღეროს დიამეტრი) |
||||
|---|---|---|---|---|---|---|---|---|---|---|
|
კგფ × მ / სმ2 |
||||||||||
| A-I (A240) | 235 | 24 | 373 | 38 | 25 | - | - | - | 180°; გ= დ | |
| A-II (A300) | 295 | 30 | 490 | 50 | 19 | - | - | - | 180°; თ = 3დ | |
| Ac-II (Ac300) | 295 | 30 | 441 | 45 | 25 | - | 0,5 | 5 | 180°; გ= დ | |
| A-III (A400) | 390 | 40 | 590 | 60 | 14 | - | - | - | 90°; თ = 3დ | |
| A-IV (A600) | 590 | 60 | 883 | 90 | 6 | 2 | - | - | 45°; თ = 5დ | |
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | 2 | - | - | 45°; თ = 5დ | |
| A-VI (A1000) | 980 | 100 | 1230 | 125 | 6 | 2 | - | - | 45°; თ = 5დ | |
შენიშვნები:
1. ამინდის პირობების გამო დაუშვებელია Ac-II კლასის (Ac300) გამაგრებითი ფოლადის ზემოქმედების სიმტკიცეზე გამოცდის ჩატარება.
2. (შედის, ცვლილება No3).
3. A-IV კლასის (A600) ფოლადი 18 მმ დიამეტრის, 80C კლასის ფოლადის გასამაგრებლად, ცივ ფოლადში ზამთრის ნორმა არ არის არანაკლებ 30 °.
4. ფოლადის კლასის A-I (A240) გამაგრებისთვის 20 მმ-ზე მეტი დიამეტრით, ცივ წისქვილში 180 °-ზე მოსახვევით. თ = 2დ, კლასი A-II (A300) დიამეტრი 20 მმ-ზე მეტი თ = 4დ.
5. ბორკილებზე არის ინტელექტის მაჩვენებელი სითხის საზღვრებს მიღმა.
(შეცვლილი გამოცემა, ცვლილებები No1, 3).
A-II კლასის ფოლადისთვის (A300), რომლის დიამეტრი 40 მმ-ზე მეტია, დასაშვებია ცვეთის წნევის შემცირება 0,25%-ით კანის მილიმეტრზე დიამეტრის შემცირების, მაგრამ არაუმეტეს 3%-ით დაბალი.
ფოლადის კლასის Ac-II (Ac300) დასაშვებია დროის მხარდაჭერის შემცირება 426 მპა-მდე (43,5 კგფ / მმ2) გარე წნევით: d5 30% და მეტი.
შენიშვნები:
1. ს- ფესვის საშუალო კვადრატული ვენტილაცია შიგნით ზოგადი ქორწინებასცადე;
Ისე- ფესვ-საშუალო კვადრატული ვენტილაცია პარტიულ მცურავში;
საშუალო მნიშვნელობა შერჩევის ზოგადი წესით;
მინიმალური საშუალო მნიშვნელობა პარტიულ-ფლოტერში.
2. 6 და 8 მმ დიამეტრის ხვეულებში ფოლადის გასამაგრებლად დასაშვებია ნორმების გაზრდა. სі Ისე 4,9 მპა-ით (0,5 კგფ/მმ2).
3. (შედის, ცვლილება No5).
მაგიდაზე მინიჭებული მექანიკური ხელისუფლების იმოვირნისტული დაცვა. 8, დამნაშავე, მაგრამ არანაკლებ 0,95.
2.8. ზედაპირის პროფილზე, ნეკნებისა და კიდეების ზედაპირის ჩათვლით, არ არის ნაგლინი ბზარების, სტრესული ბზარების, ხარვეზების, ნაგლინი ფურცლების და შესვლის ხარვეზები.
ნებადართულია ნეკნების და ნეკნების მოჭრა 1 მ სიგრძეზე არაუმეტეს სამი რაოდენობით, ასევე უმნიშვნელო ირჟა, ოკრემ როზკატანი ზაბრუდნენნია, ვოდბიტკი, ნალივი, როზკატანი ბულბაშოკის, როუანის და ქერცლიანი კვალი დასაშვები ვოდილენის მიდამოებში. ზომა.
(შეცვლილი გამოცემა, შესწორება No2).
2.9. ყველა კლასის გამაგრებითი ფოლადის, კრემი 80C, ხარისხი უზრუნველყოფილია ქიმიური საწყობით და წარმოების ტექნოლოგიით.
2.10. ნახშირბადის ეკვივალენტი ![]() დაბალი შენადნობის ფოლადის კლასის A-III (A400) შედუღებული ათვლის გამაგრებისთვის, მაგრამ არაუმეტეს 0,62-ის ბრალია.
დაბალი შენადნობის ფოლადის კლასის A-III (A400) შედუღებული ათვლის გამაგრებისთვის, მაგრამ არაუმეტეს 0,62-ის ბრალია.
3.1. გამაგრებითი ფოლადი მიიღება პარტიებად, რომლებიც შედგება იმავე დიამეტრის პროფილებისგან, ერთი კლასის, ერთი დნობის კალთისგან და გაცემულია ერთი დოკუმენტი ხარისხის შესახებ.
პარტიის მასა პასუხისმგებელია 70 ტონამდე.
დასაშვებია ჯგუფის წონის გაზრდა დნობის კაბის წონამდე.
3.2. ტყავის პარტიას ახლავს დოკუმენტი ხარისხის შესახებ GOST 7566-81-ის მიხედვით დამატებითი მონაცემებით:
3.3. rozmіrіv i akosі surfіnі vіdbryat ხელახალი გადამოწმებისთვის:
(შეცვლილი გამოცემა, შესწორება No3).
3.4. ქიმიური საწყობის ხელახალი შემოწმებისთვის ნიმუშები აღებულია GOST 7565-81 მიხედვით.
ალუმინის ამკრეფის მასობრივი ნაწილი განისაზღვრება პერიოდულად, მაგრამ არა უმეტეს კვარტალში ერთხელ.
3.5. გაჭიმვის, გადახვევისა და დარტყმის სიძლიერის ხელახალი ტესტირებისთვის, პარტიაში არჩეულია ორი ღერო.
წამოწყება-მომზადებისთვის, საპარსების შერჩევის ინტერვალი განპირობებულია, მაგრამ არანაკლებ ნახევარი საათისა, რომელიც დახარჯულია ერთი მხარის ერთი ზომის პროფილის გადახვევაზე.
(შეცვლილი გამოცემა, შესწორება No3).
3.6. არადამაკმაყოფილებელი შედეგების შემთხვევაში, ტესტირება უნდა ჩატარდეს GOST 7566-81-ის მიხედვით, სათითაოდ, განმეორებითი ტესტირებისას.
4.1 დაიწყო ქიმიური ანალიზის ჩატარება GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 12356-81, GOST, ან GOST-ის მიხედვით. რომლებიც უზრუნველყოფენ აუცილებელ სიზუსტეს.
4.2. პროფილების დიამეტრი და ოვალურობა უნდა იყოს არანაკლებ 150 მმ სიგანეზე, ან ათვლის სიგანეზე, არანაკლებ 1500 მმ ხვეულის სიგრძეზე, ხვეულის მასით 250 კგ-მდე და არანაკლებ 3000 მმ კოჭის მასით 250 კგ-ზე მეტი.
4.3. Rozmіri გადამოწმებულია vimіryuvalnym іinstrument nebkhіdіnії სიზუსტით.
4.4. გაჭიმვის, ღრძილების და დარტყმის სიძლიერის შესამოწმებლად კანის ჭრის ტიპი ტესტირება ხდება თითო ჯერზე.
4.5. სინჯების შერჩევა გაჭიმვის, ჭიპის და დარტყმის სიძლიერის შესამოწმებლად ხორციელდება GOST 7564-73-ის მიხედვით.
4.6. გაჭიმვის ტესტირება ტარდება GOST 12004-81 მიხედვით.
4.7. ვიგინის ტესტირება ტარდება GOST 14019-80-ის მიხედვით, მაქმანები ბუმბულით, რომელიც ტოლია ათვლის ბუმბულს.
40 მმ-ზე მეტი დიამეტრის მაკრატლებისთვის, ნებადართულია ნაპრალების, razryzanih vzdovzh ღერძის ათვლის ცდა, მანდელზე, დიამეტრით, რომელიც იცვლება udvіch in povnyann z ცხრილში მითითებული. 4, ვარდის მხრიდან ზუსილის დანამატით.
4.8. დარტყმის სიძლიერის განსაზღვრა ხორციელდება GOST 9454-78-ის მიხედვით ჭრილებზე კონცენტრატორის ტიპის U ტიპის 3 მაკრატლით 12-14 მმ დიამეტრით და 1 ტიპის 16 მმ და მეტი დიამეტრის მაკრატლებისთვის. Zrazki vygotovlyayut vіdpovіdno to vimog GOST 9454-78.
4.9. დასაშვებია სტატისტიკური და დამანგრეველი მეთოდების დადგენა და მექანიკური ავტორიტეტებისა და პროფილების მასის კონტროლი.
4.10. თმის შეჭრის მრუდი ზომიერია პროფილის სიგრძეზე, მაგრამ არაუმეტეს 1 მ.
4.11. მექანიკურ სიმძლავრეში სტატისტიკური ინდიკატორების დანიშვნა შეესაბამება სავალდებულო დანამატს 2.
4.12. ზედაპირის ხარისხი მოწმდება დამატებითი აქსესუარების დამატების გარეშე.
4.10-4.12. (დამატებით დაინერგა ცვლილება No3).
4.13. სლაიდის პერიოდული პროფილის განივი კიდეების სიმაღლე იზომება გამაგრებითი ზოლების განივი მონაკვეთის ვერტიკალური ღერძის გასწვრივ.
(გააცნო dodatkovo, ცვლილება No4).
5.1. შეფუთვა, მარკირება, ტრანსპორტირება და შენახვა GOST 7500-81 მიხედვით დამატებებით:
ფარბ ჰალსტუხებზე წაისვით სმუგები მინიმუმ 20 მმ სიგანით ზედაპირის მხარეს ფსონის გასწვრივ (გარემოს არანაკლებ 1/2) ბოლოდან არაუმეტეს 500 მმ მანძილზე.
ფარბის ჩონჩხებზე წაისვით სმუგები მინიმუმ 20 მმ სიგანით ნახვევის გარე მხარეს მოხვევებზე.
დაუფასოებელ პროდუქტებზე ფარბა უნდა წაისვათ ბოლო სახეზე ან გვერდით ზედაპირზე ბოლო სახიდან არაუმეტეს 500 მმ მანძილზე.
(შეცვლილი გამოცემა, ცვლილებები No3, 5).
1. Acceptance-virobnik გარანტიას იძლევა თიმუსის საყრდენის უფრო ნელი საშუალო მნიშვნელობის სვდა ინტერთხევადობა (ფიზიკური ქდა გონებრივი s0.2) საერთო ქორწინებაში მედა ამ მაჩვენებლების მინიმალური საშუალო მნიშვნელობები ტყავის პარტიაში დნობისას მე; ასეთი გონების მნიშვნელობები მითითებულია:
დე x i b p- უარყოფის მნიშვნელობები ს-ში, s 0.2, მითითებულია ცხრილში. მე-8 სტანდარტი;
ტ- კვანტილის მნიშვნელობა, რომელიც აღებულია როგორც 2 A-II (A300) და A-III (A400) კლასებისთვის და 1.64 ათვლის კლასებისთვის A-IV (A600), A-V (A800) და A-VI (A1000) .
2. საწარმოო ხაზზე პროდუქციის მექანიკური სიმძლავრის აღნიშვნების სიძლიერის კონტროლი.
2.1. პროფილების ხარისხის აუცილებელი ინდიკატორები უზრუნველყოფილია წინასწარი შერჩევის ტექნოლოგიით და კონტროლდება sgіdno-ს ტესტირებით გვ. 3.5, გვ. 4.4-4.8.
2.2. ღირებულებები, სі S პროდაინსტალირებულია დაუყონებლივ საცდელი შედეგებისა და დანამატის 2-ის პოზიციამდე.
3. მიმღებ ბოლოზე პროდუქციის მექანიკური სიმძლავრის ჩვენებების ხარისხის კონტროლი.
3.1. თუ არსებობს დოკუმენტი ხარისხის შესახებ უმაღლესი კატეგორიის ხარისხის პროდუქციისთვის, თქვენ არ შეგიძლიათ შეამოწმოთ მექანიკური ავტორიტეტები.
3.2. თუ საჭიროა კანის ლოტში მექანიკური ავტორიტეტების ხელახალი გადამოწმება, ტარდება ექვსი ნიმუშის ტესტირება, აღებული სხვადასხვა შეფუთვიდან ან ხვეულებიდან და სხვადასხვა პროფილში, და შედეგები ხელახლა მოწმდება.
დე in- მექანიკური სიმძლავრის საშუალო მნიშვნელობა ექვსი ნიმუშის ტესტირების შედეგებისთვის;
tmin- ექვსი ნიმუშის ტესტირების შედეგების მინიმალური მნიშვნელობა.
3.3. წყლის წნევის მინიმალური მნიშვნელობა d5და თანაბარი აწევა დ რდამნაშავე, მაგრამ არანაკლებ ცხრილში მითითებული ღირებულებისა. რვა.
(შეცვლილი გამოცემა, შესწორება No3).
საცნობარო ტექნიკა ვრცელდება კოჭებში ან მაკრატლებში მომზადებული პერიოდული პროფილის ცხელ გორვაზე, აჩქარებულ გაგრილებაზე, თერმომექანიკურად და თერმულად დაჭერით.
ტექნიკა შემუშავებულია ტყავის პარტიულ დნობისა და ზოგადად ფოლადის მექანიკური სიძლიერის შეფასების, ტექნოლოგიური პროცესის სტაბილურობის კონტროლის შემთხვევაში.
1. მექანიკური სიმძლავრის სტატისტიკური მაჩვენებლების აღსანიშნავად (ფიზიკური სითხეებს შორის ქან გონებრივი s0.2, Timchasovogo მხარდაჭერა rozrivu სვ) Vykorivuyutsya კონტროლის შედეგები ტესტირება, pochinaєtsya ზოგადი თანხები.
2. მექანიკური უფლებამოსილების დაქირავებაზე დამოკიდებულება ნორმატიული და ტექნიკური დოკუმენტაციის გათვალისწინებით ეფუძნება ტესტირების შედეგების სტატისტიკურ ანალიზს, რომელიც ადასტურებს არჩევანის საერთო ქორწინებიდან. ყველა vysnovki, შედეგები და vysnovki, zrobleny საფუძველზე შერჩევის, მოუტანს ყველა ზოგადი sukupnosti.
3. საკონტროლო ტესტების შედეგების შერჩევა-მიმდინარეობა, რომლებიც დამოწმებულია საინფორმაციო მასივით, რომლებიც გამოიყენება ტესტირებისთვის.
შერჩევა მოიცავს ერთი კლასის ნაგლინი პროდუქტების, ერთი ბრენდის და დნობის მეთოდის, ერთი ან მსგავსი პროფილების ჯგუფისთვის ნაგლინი პროდუქციის სამშენებლო ცდების შედეგებს.
4. შერჩევა, რომლის საფუძველზეც ტარდება სტატისტიკური მტკიცებულებების გამოკითხვა, ეკისრება წარმომადგენლებს და ამ ტექნოლოგიური პროცესის ხანგრძლივობის ერთსაათიანი, მაგრამ არანაკლებ სამი თვის განმავლობაში, ტრუვალური ინტერვალების აკრეფა ეკისრებათ. არ იცვლება. საჭიროების შემთხვევაში, ხმის მიცემის ინტერვალი შეიძლება გაიზარდოს. შერჩევის ერთგვაროვნების ხელახალი შემოწმება ნორმატიული და ტექნიკური დოკუმენტაციის მიხედვით.
5. ტყავის შერჩევაში წვეულების საცურაო კალათების რაოდენობა არ არის 50-ზე ნაკლები.
6. ვიბრატორის ფორმირებისას აუცილებელია დასრულდეს ნიმუშების შერჩევის გონების შესწავლა პარტიულ-დნობისგან. ტესტირების პათოლოგიური შედეგების შეფასება ხორციელდება ნორმატიული და ტექნიკური დოკუმენტაციის მიხედვით.
7. სტატისტიკურ ანალიზში კანის ვიბრაციის საშუალო მნიშვნელობა, საშუალო კვადრატული გადახრა S (ზოგადი სიმკვრივე), საშუალო კვადრატის გადახრა შუა ჯგუფში-დნობის დროს. Ისე, ისევე როგორც ფესვი ნიშნავს კვადრატს S1. სიდიდე S1დაიცავით ფორმულა
რაოდენობით, ს vynachayutsya ნორმატიული და ტექნიკური დოკუმენტაციის მიხედვით.
8. მახასიათებლების სტაბილურობის ხელახალი შემოწმება სგანახორციელოს OST 14-34-78 შესაბამისად.
9. ზომა Ისეგამოიყენება აჩქარებულ-გაცივებული, თერმომექანიკურად და თერმულად გამაგრებული გამაგრებითი ფოლადისთვის მხოლოდ ექსპერიმენტული მეთოდით, ცხელ-გლინიანი ექსპერიმენტული მეთოდით і გაფართოების მეთოდით ფორმულის მიხედვით, de і სვსაშუალო მნიშვნელობისა და ფესვ-საშუალო-კვადრატული გადახრის მიხედვით, დიაპაზონი იყოფა ორ ტესტზე პარტიაში. მინიმალური ღირებულება Ისესაყვარელო 1.
10. რაოდენობის განსაზღვრა Ისეექსპერიმენტული მეთოდით ტარდება არანაკლებ ორ დნობაზე ტყავის ფოლადის კლასის, კლასის და პროფილირებული მოძრავი, არანაკლებ 100 ნიმუში ტყავის დნობისგან.
11. მინიმალური საშუალო მნიშვნელობის ღირებულება ქ(s0.2), სვტყავის წვეულება-ცურვაში 2 ილაპარაკე გონებიდან მე= - ტ× ს 1 , დე ტ- კვანტილის მნიშვნელობა არის 1,64 იმოვირნოსტისთვის 0,95.
12. ტესტირების შედეგების მინიმალური მნიშვნელობა ორი შუბის გაჭიმვისას ( ნ\u003d 2) კანის ლოტი, რომელიც ექვემდებარება კონტროლს, არ შეიძლება იყოს ნაკლები xminრა დგას ფორმულის უკან
![]() .
.
13. მექანიკური ძალების მხარდაჭერის გარანტიის უზრუნველსაყოფად უნდა დაკმაყოფილდეს ასეთი გონებით:
დე xi br- უარყოფის მნიშვნელობა ქ(s0.2) і სვ, მითითებულია შესაბამის ნორმატიულ და ტექნიკურ დოკუმენტაციაში.
(გააცნო dodatkovo, ცვლილება No3).
1. კლასიფიკაცია და ასორტიმენტი
2. ტექნიკური მხარდაჭერა
3. მიღების წესები
4. ტესტირების მეთოდები
5. შეფუთვა, მარკირება, ტრანსპორტირება და შენახვა
დამატება 1 obov'yazkove.ვიმოგია სტატისტიკურ ჩვენებამდე მექანიკურ სიმძლავრეებში
დამატება 2 obov'yazkove.ცხელი ნაგლინი ფოლადის მექანიკური სიმძლავრის მნიშვნელობის სტატისტიკური მაჩვენებლების განსაზღვრის მეთოდი ჩამოსხმული ბეტონის კონსტრუქციების გასამაგრებლად.
საინფორმაციო მონაცემები
1. აღმოაჩინა და გააცნო სსრ შავი მეტალურგიის სამინისტრო, სსრ დერჟბუდი
საცალო მოვაჭრეები
ნ.მ. ვორონცოვი, Cand. ტექ. მეცნიერებები; ᲛᲔ. ს.გრინი, Cand. ტექ. მეცნიერებები; K.F. Peretyatko; გ.ი. სნიმშჩიკოვა; L. G. Velikikh, E. D. Gavrilenko; კანდი. ტექ. მეცნიერებები; კ.ვ.მიხაილოვი, დოქტორი ტექ. მეცნიერებები; ს.ა.მადატიანი, Cand. ტექ. მეცნიერებები; N. M. Mulin, Cand. ტექ. მეცნიერებები; ვ.ზ.მეშკოვი, Cand. ტექ. მეცნიერებები; ბ.პ.გორიაჩოვი, Cand. ტექ. მეცნიერებები; ბ.ნ.ფრიდლიანოვი; ვ.ი. პეტინა
2. დამტკიცებული და წარდგენილი DIA სსრ სტანდარტების სახელმწიფო კომიტეტის მიერ 17.12. No4800
3. ნატომისტი GOST 5.1459-72, GOST 5781-75
4. ნორმატიული და ტექნიკური დოკუმენტები
| VTD-ის აღნიშვნა, რისთვისაც მოცემულია ძალა | ნივთის ნომერი |
| GOST 380-88 | 2.3, 2.4 |
| GOST 2590-88 | 1.6 |
| GOST 7564-73 | 4.5 |
| GOST 7565-81 | 3.4 |
| GOST 7566-81 | 3.2, 3.6, 5.1 |
| GOST 9454-78 | 4.8 |
| GOST 12004-81 | 4.6 |
| GOST 123.14-88 | 4.1 |
| GOST 12348-78 | 4.1 |
| GOST 12350-78 | 4.1 |
| GOST 12352-81 | 4.1 |
| GOST 12355-78 | 4 1 |
| GOST 12356-81 | 4.1 |
| GOST 14019-80 | 4.7 |
| GOST 18895-81 | 4.1 |
| OST 14-34-78 | დამატება 2 |
5. გადახედული ცვლილებებით No. 1, 2, 3, 4, 5, გამაგრებული სასტიკი 1984 r, chern 1987 r chest 1987 r zhovtnі 1989 r, მკერდში 1990 r (ІKS 5-87, 1 -88, 1-90, 3-91).
3.1. გამაგრებითი ფოლადი მიიღება პარტიებში, რომლებიც წარმოიქმნება იმავე დიამეტრის პროფილებისგან, ერთი კლასის, ერთი დნობის სათლიდან და გაცემულია ერთი დოკუმენტი ხარისხის შესახებ.
პარტიის მასა პასუხისმგებელია 70 ტონამდე.
დასაშვებია ჯგუფის წონის გაზრდა დნობის კაბის წონამდე.
3. 2. კანის ლოტს თან ახლავს დოკუმენტი ხარისხის შესახებ GOST 7566-81-ის მიხედვით დამატებითი მონაცემებით:
პროფილის ნომერი;
კლასი;
მინიმალური საშუალო მნიშვნელობა X і ძირის საშუალო კვადრატული კორექტირება S 0 მნიშვნელობების ჯგუფში σ T (σ 0.2) და σ B;
ცივ მდგომარეობაში ვიგინის ტესტირების შედეგები;
თანაბარი ღირებულება ფოლადის კლასის A - IV (A600), A-V (800), A-VI (A1000).
3.3. rozmіrіv i akosі surfіnі vіdbryat ხელახალი გადამოწმებისთვის:
გამაგრებითი ფოლადის ზოლებით მომზადებისას - არანაკლებ 5% თითო პარტიაში;
სკებში მომზადებისას - კანზე ორი სკეინი.
3 4. ქიმიური საწყობის ხელახალი შემოწმებისთვის სინჯები აღებულია GOST 7565-81 მიხედვით.
ალუმინის ამკრეფის მასობრივი ნაწილი განისაზღვრება პერიოდულად, მაგრამ არა უმეტეს კვარტალში ერთხელ.
3.5. გაჭიმვის, გადახვევისა და დარტყმის სიძლიერის ხელახალი ტესტირებისთვის, პარტიაში არჩეულია ორი ღერო
რეკრუტირებისთვის - ამომრჩევი, საპარსების შერჩევის ინტერვალი განპირობებულია, მაგრამ არანაკლებ ნახევარი საათისა, დახარჯული ერთი მხარის ერთი ზომის პროფილის გახვევაზე.
3 6 თუ არადამაკმაყოფილებელ შედეგებს წაართმევთ, თუ გსურთ ტესტირება სათითაოდ, განმეორებითი ტესტები უნდა ჩატარდეს GOST 7566-81 შესაბამისად.
4.1. დაიწყო ქიმიური ანალიზის ჩატარება GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 12348-78 ან სხვა მეთოდების მიხედვით. საჭირო სიზუსტე.
4.2. პროფილების დიამეტრი და ოვალურობა უნდა იყოს არანაკლებ 150 მმ სიგანეზე, ან ათვლის სიგანეზე, არანაკლებ 1500 მმ ხვეულის სიგრძეზე, ხვეულის მასით 250 კგ-მდე და არანაკლებ 3000 მმ კოჭის მასით 250 კგ-ზე მეტი.
4.3. Rozmіri გადამოწმებულია vimіryuvalnym іinstrument nebkhіdіnії სიზუსტით.
4.4. გაჭიმვის, ღრძილების და დარტყმის სიძლიერის შესამოწმებლად კანის ჭრის ტიპი ტესტირება ხდება თითო ჯერზე.
4.5. სინჯების შერჩევა გაჭიმვის, ჭიპის და დარტყმის სიძლიერის შესამოწმებლად ხორციელდება GOST 7564-73-ის მიხედვით.
4.6. გაჭიმვის ტესტირება ტარდება GOST 12004-81 მიხედვით.
4.7. ვიგინის ტესტირება ტარდება GOST 14019-80-ის მიხედვით, მაქმანები ბუმბულით, რომელიც ტოლია ათვლის ბუმბულს.
40 მმ-ზე მეტი დიამეტრის მაკრატლებისთვის, ნებადართულია ნაპრალების, razryzanih vzdovzh ღერძის ათვლის ცდა, მანდელზე, დიამეტრით, რომელიც იცვლება udvіch in povnyann z ცხრილში მითითებული. 4, ვარდის მხრიდან ზუსილის დანამატით.
4.8. დარტყმის სიძლიერის განსაზღვრა ხორციელდება GOST 9454-78-ის მიხედვით ჭრილებზე კონცენტრატორის ტიპის U ტიპის 3 მაკრატლით 12-14 მმ დიამეტრით და 1 ტიპის 16 მმ და მეტი დიამეტრის მაკრატლებისთვის. Zrazki vygotovlyayut vіdpovіdno to vimog GOST 9454-78.
4.9. დასაშვებია სტატისტიკური და დამანგრეველი მეთოდების დადგენა და მექანიკური ავტორიტეტებისა და პროფილების მასის კონტროლი.
4.10. თმის შეჭრის მრუდი ზომიერია პროფილის სიგრძეზე, მაგრამ არაუმეტეს 1 მ.
4.11. მექანიკურ სიმძლავრეში სტატისტიკური ინდიკატორების დანიშვნა შეესაბამება სავალდებულო დანამატს 2.
4.12. ზედაპირის ხარისხი მოწმდება დამატებითი აქსესუარების დამატების გარეშე.
4.13. სლაიდის პერიოდული პროფილის განივი კიდეების სიმაღლე იზომება გამაგრებითი ზოლების განივი მონაკვეთის ვერტიკალური ღერძის გასწვრივ.
5.1. შეფუთვა, მარკირება, ტრანსპორტირება და შენახვა - GOST 7566-81 მიხედვით დამატებებით:
kіnts_ strizhn_v z დაბალი შენადნობის ფოლადები კლასი A-IV (A600) კლასი A-V- წითელი და მწვანე, კლასი A-VI (A1000) - წითელი და ლურჯი. ნებადართულია 0,5 მ სიგანის ღიობზე სლანგების დამზადება;
მაკრატელი შეფუთულია 15 ტონამდე მასის შეკვრაში, მიბმული დარტით ან მავთულის ჯოხით. ჩვენი შესაძლებლობის ფარგლებში მაკრატელი შეფუთულია 3 და 5 ტონამდე წონით.
ფარბ ჰალსტუხებზე წაისვით სმუგები მინიმუმ 20 მმ სიგანით ზედაპირის მხარეს ფსონის გასწვრივ (გარემოს არანაკლებ 1/2) ბოლოდან არაუმეტეს 500 მმ მანძილზე.
ფარბის ჩონჩხებზე წაისვით სმუგები მინიმუმ 20 მმ სიგანით ნახვევის გარე მხარეს მოხვევებზე.
დაუფასოებელ პროდუქტებზე ფარბა უნდა წაისვათ ბოლო სახეზე ან გვერდით ზედაპირზე ბოლო სახიდან არაუმეტეს 500 მმ მანძილზე.
ეტიკეტზე, რომელიც მიმაგრებულია მაკრატლის კანის ლიგატზე, გამოიყენეთ გამაგრებითი ფოლადის კლასის აღნიშვნა (მაგალითად, A-III) ან კლასის გონებრივი აღნიშვნა სითხის საზღვრებს მიღმა (A400).
| Დაკავშირებული სტატიები: | |
|
კერძო სახლებისა და კოტეჯების მზა პროექტები
კოტეჯების ტიპურ პროექტებს გასაღების ქვეშ შეიძლება ჰქონდეს ბევრი უპირატესობა: ... დააპროექტეთ სახლები აბაზანებით ერთი ნაბიჯით
ჩვენ ვზრუნავთ ყოველდღიური ცხოვრების ყველა ეტაპზე, გეგმის და პროექტის შემუშავებაზე... მზა გეგმები კოტეჯებისთვის. სახლების ტიპიური პროექტები
ჯიხურის ცხოვრება იწყება იოგას დაკეცვიდან პროექტამდე, რობოტი ... | |




