Okuyucuları seçin





Popüler istatistikler
(Belge)
Bağımsız üretim transformatörlerinin geliştirilmesini kolaylaştırmak için "Üretim transformatörlerinin tasarımı" programı yazılmıştır. Rozrakhunka tekniği V. Volodin'den alınmıştır.
Rozrahunkov'un haraçları
Bu yöntemi kullanarak 2 transformatörü kendim sardım, ancak ilkinin kullanışlılığına ulaşana kadar birkaç kez yeniden sarılması gerekiyordu.
Programda, girilen bir dizi alanı verilerinizle dolduracaksınız ve "Kilidi Aç" düğmesine bastığınızda, sarımlarda, kesme tellerinde ve diğer verilerde bir dizi dönüş açılacaktır. Sorumluluğunuzdaki alanın ekseni doldurulmalıdır
 yazılan
yazılan 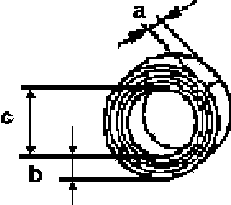 Strichkovy
Strichkovy
Set, transformatör bölmesinin G, P veya W benzeri plakalarından yapılmıştır. Dikiş, transformatör kapağının dikişleriyle tutarlıdır. Transformatör sızdırmaz değildir - özel bir teknoloji kullanılarak özel manyetoelektrik çelik ateşlenir).
Peretin osderya = a * b.
Çekirdek astarı transformatörün çalışması için yeterlidir.
Manyetik iletken çapraz çubuğunun cm kare cinsinden değeri S>0,015*P'dir (de P - watt cinsinden).
Toroidal olana maruz kalan manyetik iletkenler için çapraz çubuğu 1,3...1,5 kat artırın.
Rozrakhunkova trafo gerilimi vata eskidir
Rtr = 25 * İst,
de Isv – amper cinsinden zvaryuvalny tıngırdatma.
Transformatörün eski yünlü toplam kalınlığı
Rgab = Uхх * Iсв,
de Uxx - sargı II'deki voltaj
Henüz ne tür bir crossover'a ihtiyacınız olduğunu bilmiyorsanız program kendini açacak ve kaynattıktan sonra giriş alanına gerekli verileri dikkatlice girecektir.
Ayrıca, açılır listeden birincil ve ikincil sargılar için tel malzemesini ve çekirdek tipini seçmelisiniz.
Çekirdekler patlama yaşıyor
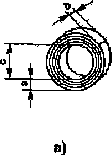
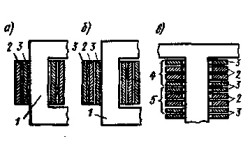
Bronevi (W benzeri şekil - a))
Strizhnev (G benzeri şekil - b))
Toroidal (O benzeri Şekil - c))
Transformatörlerin zırhlı çekirdekleri nadiren sıkışır.
En güzel görüntüler uzakta beliriyor.
Kaynak makinesini kullanırken, boyutları ve dağılım alanını en aza indiren toroidal manyetik devrenin dondurulması önemlidir. Bunları halletmek önemli.
Katlanmış şerit transformatörlerle en basiti. Kendi transformatörlerimi üzerlerine kendim kurdum.
DEĞER DÖNÜŞTÜRÜCÜ: ROZRAKHUNOK I VIGOTOVLENYA
V.VOLODİN, ( http://valvolodin.narod.ruі http://valvol.nightmail.ru) m.Odessa, Ukrayna
Robotun özellikleri zvaryuvalny trafo Arzunun uyumsuz olması gerçeğinde yatıyor. Pişirme ve duraklama baskısından gelişen döngünün basıncı altında çalışma sıklığına mutlaka saygı gösterin, % 60'ta toplanır. Ticari üretim transformatörleri için, genellikle daha küçük bir değer almak gerekir -% 20, bu, termal rejimde önemli değişiklikler olmadan, transformatör sargılarındaki akımın kalınlığını arttırmaya ve alanını değiştirmeye olanak tanır. sargıların yerleştirilmesi için gerekli olan manyetik devrenin penceresi. 150 A'ya kadar kaynak akımları için bakır sargıda izin verilen akım kalınlığı 8 A/mm2, alüminyumda ise 5 A/mm2'dir.
Mukavemet belirtildiğinde, manyetik devresindeki indüksiyon seçilen malzeme için izin verilen maksimum değere ulaştığından transformatörün boyutları ve ağırlığı minimum olacaktır. Ancak ev yapımı tasarımcı değerini bilmiyor, parçalar bilinmeyen bir markanın elektrikli çeliğinin sağında yatıyor. Tatmin edici olmayan koşulları ortadan kaldırmak için endüksiyon azaltılmalı, bu da transformatörün boyutunda makul olmayan bir artışa yol açmalıdır.
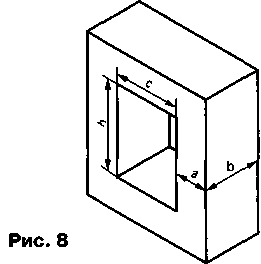
Aşağıdaki yöntemi hızlı bir şekilde kullanarak, bakıma muhtaç herhangi bir transformatör çeliğinin manyetik özelliklerini belirlemek mümkündür. Bu amaçla, 5...10 cm2 açıklığa sahip (Şekil 8'de katı boyutlar a ve b) ve 50... 100 tur yumuşak, yalıtımlı dart 1.5 saran "deneysel" bir manyetik iletken seçmeye başladılar. .. damarlardan birinde 2 5 mm2. Daha ileri gelişmeler için lCP = 2h + 2c + 3,14* formülünü ve ortalama manyetik depresyonu bilmek gerekir. Güç hatları ve sarım r'nin aktif desteğini bastırın.
Şekil 2'de gösterilen diyagramın ötesinde. 9, bir deneme kurulumu seçin. T1 – laboratuvar tarafından düzenlenen ototransformatör (LATR); L1 - “deneysel” bir manyetik devrede sarma. Düşürücü transformatör T2'nin toplam kapasitesi 63 VA'dan az değildir, dönüşüm oranı 8...10'dur.
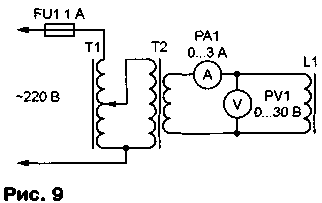
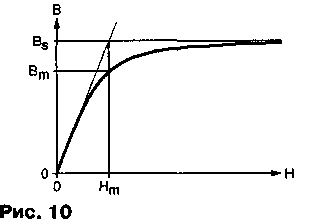
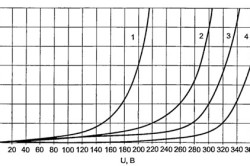
Gerilim arttıkça, manyetik devrede gerilime bağlı olarak bir indüksiyon derecesi T olacaktır. manyetik alan N, A/m, Şekil 2'de gösterilene benzer. 10, bu miktarların aşağıdaki formülleri kullanarak hesaplanması:
burada U ve I voltmetre PV1, V ve ampermetre PA1, A'nın okumalarıdır; F – frekans, Hz; S - “deneysel” manyetik devrenin kesme alanı, cm2; w - sargının dönüş sayısı. Grafikten, küçük şekilde gösterildiği gibi, doygunluk indüksiyonunu Bs, maksimum indüksiyonunu Bm ve alternatif manyetik alanın maksimum gücünü Hm bulabilirsiniz.
Örneğin, bir kaynak transformatörü, verilen voltaja göre 220 V, 50 Hz alternatif güç kaynağı şeklinde çalışacak şekilde tasarlanmıştır. Boşta U xx =65 V ve maksimum akış I maks =150 A.
Transformatörün boyutsal gücü
P gab = U xx * I maks = 65 * 150 = 9750 VA.
Verilen formülü kullanarak, manyetik iletken S m'nin kesit alanının S o penceresinin alanına eklenmesini hesaplayabiliriz:
![]()
de J - sargılardaki struma kalınlığı, A/mm2; k с =0,95 - çelik manyetik devrenin dolma katsayısı; k 0 =0,33...0,4 - pencereyi balla (alüminyum) doldurma katsayısı.
V m = 1,42 T olduğunu varsayalım, primer sargı bakır tel ile, sekonder sargı ise alüminyum ile sarılmıştır (tel kalınlığının ortalama değerini J = 6,5A/mm2 olarak alıyoruz):
S M S Ö = 9750 / (1,11 * 1,42 * 6,5 * 0,95 * 0,37) = 2707 cm4.
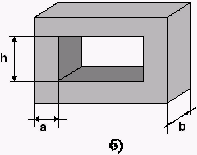
a=40 mm kabul ettiğimizde manyetik devrenin diğer boyutlarını biliyoruz: b=2*a=80mm; h = 1,6 * a = 32 mm; h = 4a = 160 mm.
Böyle bir manyetik devrede transformatör sargısının bir turunun EPC'si E B = 2,22*104B m *a*b*k c =2,22*10-4*1,42*3200* *0,95 = 0,958 V. İkincil sargının dönüş sayısı w 2 = U xx / E B = 65/0,958 = 68. Sekonder sargıyı geçmek S 2 =l max /J=150/5=30 mm2 (J=5 A/mm2, sekonder sargının alüminyum teli gibi). Birincil sargının sarım sayısı w 1 =U 1 /E B =220/0,958=230. Birincil sargının maksimum stribi I 1maks =l maks *w 2 /w 1 =150*68/230=44,35 A. Birincil sargının çapraz çubuğu S 1 =I 1maks /J=44,35/8=5,54 mm 2.
Çubuk yapısının transformatörünün hem birincil hem de ikincil sargıları, manyetik devrenin iki çekirdeğinde bulunan iki parçaya bölünmelidir. Birincil sargının ardışık olarak bağlanan kısımlarından gelen kaplama, en az 2,65 mm çapında 115 turdur. İlk kedinin parçalarının paralel bağlanmasına izin verilirse, deri, çapı 1,88 mm'den az olmayan iki küçük kesikle ipliğin 230 dönüşüne yerleştirilmelidir. Benzer şekilde ikincil sargıyı da iki parçaya bölün.
Sargılar silindirik olacaksa, transformatörün düşen görüş özelliklerini durdurmak için, en az 3 mm çapında bir nikrom darttan gelen ikincil iz ile seri olarak 0,2...0,4 Ohm destekli bir direnci açın. . Disk sargılı bir transformatör için bu direnç gerekli değildir. Ne yazık ki, böyle bir transformatörün tasarımının endüktansının kesin tasarımı neredeyse imkansızdır, çok fazla metal nesnenin çıkarılması nedeniyle parçalar kalacaktır. Uygulamada tasarım geliştirmeleri, transformatörün sargı ve tasarım verilerinin ayarlanmasından, bileşenlerin üretiminin test sonuçlarına kadar ardışık yaklaşımlar yöntemiyle gerçekleştirilir. Ayrıntılı yöntemleri adresinde bulabilirsiniz.
Amatör beyinlerde volan (sargı düzenlemesi için) sargılarından transformatör hazırlamak önemlidir. Dizinin sabit değerlerinin sayısını kaldırmak için ikincil sargıyı uçlardan çıkarın. Daha doğrusu, düzenleme (akışta bir değişiklik olduğunda) titreşerek lansete bir tür endüktans bobini eklenir - kaynak kablosu bir bobin içine yerleştirilir.
Yapılacak ilk şey korumasız transformatörü hazırlamaya başlamak, gerekli teknolojik boşluklar, malzemenin kalitesi, çerçeve hazırlama türü vb. faktörlerle birlikte sargıları manyetik devrenin sonuna yerleşecek şekilde tamamen geri sarmaktır. . ve h'den (böl. Şekil 8) boyutlar, sarımın deri bilyasının, oluşturulan parçanın tüm dönüş sayısına sahip olacağı ve bilyaların sayısının da aynı veya biraz olacağı şekilde "ayarlanmalıdır" en yakın bütünden daha azdır. Daha sonra, toplar arası ve sarımlar arası yalıtım için yeri aktarın.
En iyi seçenek, onu ilk testten hemen çıkarmak değildir, ancak çoğu zaman bunu tekrar tekrar yapmak ve pencerenin genişliğini ve yüksekliğini manyetik iletkene göre dikkatlice ayarlamak gerekir. Silindirik sargıları tasarlarken bölümlerinin boyutlarının en uygun şekilde seçilmesi gerekir. Kalın bir çubukla sarılmış ikincil sargı için birincil sargının altına daha fazla boşluk ekleyin.
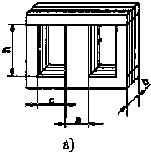
Şekil 2'de gösterilen kaynak akımının iki değeri (120 ve 150 A) için transformatör tasarımının bir taslağı. 11 ve diyagram
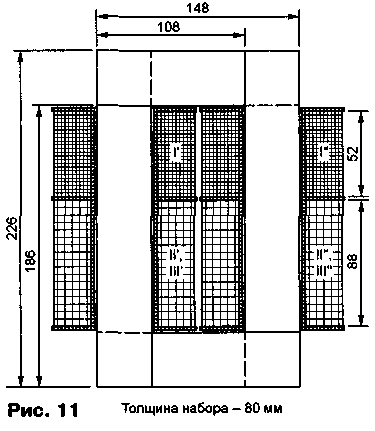
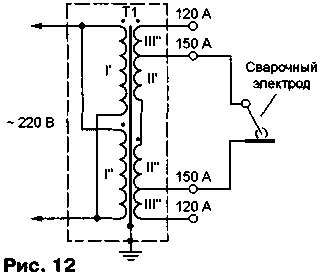
yogo katılımı - Şekil 2'de. 12. En küçük akım, ikincil sargının daha fazla sayıda dönüşüyle gösterilir. Bu merhamet değil. Sargı voltajının dönüş sayısıyla orantılı olduğu ve bobinin endüktansının, sayılarının karesiyle orantılı olarak arttığı açıktır. Sonuç olarak, tıngırdama değişir.
Sargılar 2 mm kalınlığında cam elyaf levhalardan yapılmış iki çerçeve üzerine yerleştirilir. Kaplama çerçevesindeki birincil ve ikincil sargıların bölümleri, aynı malzemeden yapılmış bir yalıtım yanağıyla ayrılır. Manyetik devre için çerçevelerdeki açıklıklar, geri kalanın enine kesitinden 1,5...2 mm daha geniş ve daha uzundur. Bu, katlama sırasındaki sorunları ortadan kaldırır. Çerçevenin deformasyonunu önlemek için sarmadan önce ahşap bir mandrel üzerine sıkıca yerleştirin. Birincil sargı, farklı çerçevelere yayılmış ve paralel olarak bağlanmış iki bölümden (I" ve I") oluşur. Bölüm başına kaplama, 1,9 mm çapında 230 tur PEV-2 çekirdeğidir. Bölümler 115 ile sarılabilir. dönüşler.iв, ale Sırayla bağlanmaları gerekecek.Ayak izini sarmadan önce, deri topu tahta çekiçle hafif darbelerle sertleştirilmeli ve ağartma verniği ile kaplanmalıdır.
İkincil sargı için yazar, 30 mm2 (5x6 mm) çapraz çubuklu bir alüminyum bara kullanmıştır. Lastik yaklaşık olarak aynı kesit alanına sahipse veya farklı boyuttaysa, sargıya uyum sağlamak için çerçeve bölümünün genişliğini biraz değiştirmeniz gerekecektir. Yalıtımsız lastiği sarmadan önce, önden 20 mm genişliğinde şeritler halinde kesilmiş bir yorgan dikişi veya ince pamuklu kumaşla sıkıca sarın. Yalıtım kalınlığı – 0,7 mm'den fazla değil.
Bölüm II" ve II" 34 turda, bölüm III" ve III"" - her biri 8 turda sarılır. Lastik, geniş tarafı manyetik iletkene bakacak şekilde iki bilya ile çerçeveye yerleştirilir. Deri top ışıkla ezilir Tahta çekiçle vurularak şeffaf vernikle kaplanır.Hazırlıklar Daha sonra kasetler kurutulmalıdır.Kurutucunun sıcaklığı ve kuruluğu, kuruyan verniğin işaretinin altında tutulmalıdır.
Transformatörün manyetik çekirdeği, 0,35 mm kalınlığında soğuk haddelenmiş transformatör çelik plakalarından yapılmıştır. Yüzeyinde siyah sıcak haddelenmiş çelik bulunur, soğuk haddelenmiş sacın yüzeyi beyazdır. İyi durumda olan ve trafo merkezlerinde kurulu olan trafoların manyetik çekirdeklerinden çelik sac kesmek mümkündür. Yak vikladeno ile ilgili metodoloji için Steel'in daha fazla denenmesi gerekiyor. Son adım atılır atılmaz, maksimum indüksiyon m'nin değeri, genişletme sırasında benimsenen değerden (1,42 T) önemli ölçüde farklıdır, geri kalanının tekrarlanması ve transformatörün hazırlanması sırasında elde edilen sonuçların alınması gerekecektir. Çelik saclar doğrudan haddelenmiş çelikten 40 mm genişliğinde şeritler halinde kesilir ve bunlar 108 ve 186 mm genişliğinde plakalar halinde kesilir. Gözyaşları bir dosya veya talaş dosyası kullanılarak temizlenebilir. Manyetik iletken, plaka çubukları üzerinde muhtemelen daha küçük boşluklar olacak şekilde "caddenin karşısına" monte edilir.
Bitmiş transformatör, alüminyum gibi manyetik olmayan bir malzemeden yapılmış kuru bir kasaya yerleştirilir. Ciltteki havalandırma açıklıkları açılmalıdır. Seviye 220'ye kadar transformatör, en az 6 mm2 kesitli bakır güç iletkenlerine sahip bir kablo ve transformatörün manyetik çekirdeğine ve kuru kasasına bağlanan bir topraklama teli ile bağlanır. Merezheva soketi, en az 63 A olarak derecelendirilmiş üç kontaklı bir sokettir (üçüncüsü topraklamadır).
İkincil sargıların uçları, transformatörün kuru yüzeyine monte edilmiş ısıya dayanıklı bir elektrik paneli üzerine monte edilen 8...10 mm çapındaki dişli pirinç pimlere güvenilir bir şekilde bağlanmıştır. Et pişirmek gibi, bal da 16...25 mm2'lik bir açıklığa sahiptir. Kaynak elektrotları (herhangi bir zamanda hazırlanır), örneğin önerilerle bağımsız olarak hızlı bir şekilde oluşturulabilir. Yumuşak düşük karbonlu çelikten 2...6 mm çapındaki matkaplar 300...400 mm'lik düz kesimlere bölünmüştür. Kaplama, bir şişe su ile seyreltilmiş 500 gr kraid ve 190 gr nadir cam ile hazırlanır. Bu miktarları 100-200 elektrot için öğütün.
Kesimleri hazırlamak için güvercinin tamamını kaplamaya sarın, yalnızca kaplanmamış uçları yaklaşık 20 mm bırakın, sıkın ve 20...30°C sıcaklıkta kurutun. Bu tür elektrotlar, değiştirilebilir veya kalıcı bir kaynak olarak kaynak yapmaya uygundur. Tabii ki, kokular ticari bir şekilde yayılmaya yalnızca zamanında bir alternatif olabilir. Askerlik mesleğinde bunlardan faydalanmak doğru değil.
EDEBİYAT
5.Zaks M.I. İçeri gir. Elektrik ark üretimi için transformatörler. -L.: Vishcha Okulu, 1988.
6. Baranov V. Düşük güçlü elektrikli kazan.-Radyo, 1996 Sayı:7, s. 52-54.
7. Gorsky A. N. Ta in. Elektromanyetik elemanların ikincil elektrik kaynağından parçalanması. - M: Radyo ve bağlantılar, 1988.
8. Dovidkov’un elektrikçisinin kitabı. -M: Energovidav, 1934.
Otomasyon HESAP MAKİNESİ ile tanışın
(SP 16.13330.2011 Çelik Yapılar SK'nin SNiP II-23-81 başlığına kadar çelik bağlantılarının tasarımı ve geliştirilmesine yardımcı olundu)
Kısa video incelemesi:
HESAP MAKİNESİ ÖZELLİKLERİ
Razkhunok geniş sınıf kaynaklı yığın dikişlerinin otomasyonu.
Sektöründe genişletilmiş kompleks, değişen kaynaklı dikiş desen aralığına, dış trendlerin dikişleri üzerinde çalışanların sayısına (Qx, Qy) göre SCAD Office yazılım paketi ("Kristal. Kaynak" bölümü) tarafından güncellenmektedir. , N, Mx, My, M z), Vikoristan aynı zamanda zeki ve naziktir.
Güvenlik hesaplayıcı Bir bakışta 12 video materyali (4 yıldan fazla) teorik pusu yığın kaynaklı dikişlerin açılması ve yüzü olmayan dipçiklerin kapağı, farklı konfigürasyonlardaki dikişlerin açılması.
Bölünmüş dikişlerin taşımayan kalite katsayısını hızlı bir şekilde ortadan kaldırmak için çıktı verilerini girmek yeterlidir.
S.A. Makeev'in bulut kaydından canlı videolar ve yorumlar.
http://bit.ly/1A1IQWr http://bit.ly/129OcAT
Hesap Makinesinin malzemelerinin daha ayrıntılı anlaşılmasının bir parçası olarak, kesilmiş kaynak dikişlerinin boyutu, kedisiz bir inceleme (UT) ve ilginç bir video için şu anda mevcuttur ( Çalma listesinde Zagalne posilannya):
1. "Kaynaklı kaynaklı dikişlerin Rozrahunok" Hesaplayıcısının video incelemesi https://youtu.be/BE40vVJNPN4
2. Rozrukhunku kulov kaynaklı dikişler teorisine kısa bir giriş https://youtu.be/X7eRLGFt8X0
3. Rozrohanok kaynaklı kenar dikişleri üst üste binme bağlantısı (1, 2, 3) https://youtu.be/8W1iZIWP4l8
4. Kaynaklı kenar dikişlerinin Rozrakhunok'u, planda düz kesim https://youtu.be/Yilrh6DmL0U
5. Kaynaklı kenar dikişlerini plandaki halka konturu boyunca döndürme https://youtu.be/R9AsQcdYz4s
6. I-kiriş konturunun Rozhrakhunok kaynaklı dikişleri https://youtu.be/xhGO5Oxqi1g
7. Dikey düz kesim kaynaklı dikişlerin Rozrakhunok'u https://youtu.be/zYkY76tiVHw
8. Rozkhunok yatay ve H-benzeri kenar dikişleri https://youtu.be/Lt4k6PoxFDQ
9. Kafes elemanlarının dikişlerinin eşleştirilmiş demetlerden döndürülmesi https://youtu.be/Z5dFXq-jLX0
10. Rozhrakhunok dikey halka şeklindeki dikişler https://youtu.be/z6TI7rEFugU
11. Yatay, radyal olarak yönlendirilmiş dikişlerin düzeni https://youtu.be/22bUl_B5S3Y
12. Bir kutu kanaldan bükülmüş direklerle kaynaklı dikişler https://youtu.be/kXdxBXln__M
Hesap makinesini sipariş ettiğinizde, tüm materyallerin bulunduğu bir indirme klasörü size e-postayla gönderilecektir: 12 video dosyası, Hesap Makinesinin Excel dosyası ve karanlık veya Yandex diskinden bir dizi ön ve normatif literatür.
Gönderim Hesaplayıcısının malzeme alımına yönelik klasör deposu aşağıdadır:
Aşağıdaki Gönderim Hesaplayıcının video materyalleri klasörünün deposu (4 yıl boyunca son derece önemsiz 12 video):
Kaynak transformatörünün tasarımı belirli formülleri takip eder. Bunun nedeni, kaynak aletleri için tipik transformatör devrelerinin ve tasarım yöntemlerinin kullanılamamasıdır. Haşlanmış yemek hazırlarken, onu olduğu gibi hazırlamak gerekir. Naygolovne aynı değil. Bu durumda, belirli bir manyetik devre için tüm konfigürasyonun ayarlanması gerekir. Elbette bunun nedeni ısınma ve titreşimdir. Peki, parametreleri ticari olanlara çok yakın olan bir lizo'nuz var. Daha sonra standart cihazların ambalajını açma yöntemlerini güvenle kullanabilirsiniz. Bir bira makinesi hazırlamak için temel parametrelerini ve cihazlarını bilmeniz gerekir.
Hazırlığa başlamadan önce pişirme işleminin neleri gerektirdiğini kendimiz anlamamız gerekir. Böylece çoğu durumda olduğu gibi 3-4 mm çapındaki elektrotlar sıkışır ve üzerlerindeki çatlaklar çöker. Ev işleri ve devlet işleri için üç buçuk milimetre yeterlidir. Bir arabanın kaporta işi, kaynağa neden olabilecek belirsiz dikişlerden korkmadan yapılabilir. Bu, eğer üçünü seçerseniz, 115 A'ya yakın bir güç seviyesi seçmeniz gerektiği anlamına gelir. Bu elektrotlar, böyle bir güç seviyesi için idealdir. İki parçalı seçerseniz cihazın çıkışı 70 A'ya yakın olacak, dört parçalı ise bunun iki katı olacaktır.
İnanın bana, canavarca transformatör üzerindeki baskı bunun sorumlusu değil, hatta daha da büyük. Çalışma akımı maksimum 200 A'dir. Bu durumda sadece sargı telleri değil, can kabloları da aşırı ısınacaktır. Görüş noktası büyüyor ve elektrik ışıkları görünmeyebilir. Bu nedenle, 3 mm kalınlığında güçlü bir elektrot taktıysanız, 130 A'dan fazla olmayan bir güç kaynağı kullanın. Kaynak transformatörünün voltajını hesaplamak için, sekonder sargıda sağlam bir güç kaynağına ihtiyacınız olacaktır. faz değişiminin olduğu ateşlenmiş yaylar, sessiz moddaki voltajlar korysmik etki katsayısına bölünür. Sabit değere baktığınızda ise 0,7’ye eşit oluyor.
O noktaya doğru dönün
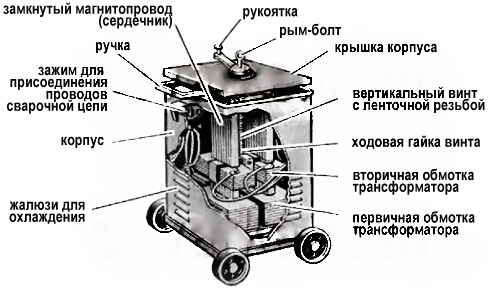
Çekirdeklerde en önemli şey formdur. Şerit tipi (P benzeri) veya zırh tipi (Sh benzeri) olabilir. Bunları karşılaştırırsanız, birinci tip pişirme cihazlarında CCD'nin daha yüksek olduğu ortaya çıkıyor. Sargı kalınlığı da yüksek olabilir. Doğal olarak, koku en çok elektrikli pişirmede kullanılır. Kendinden tahrikli bir metal kaynak makinesi aşağıdaki tiplerde sargılara sahip olabilir:
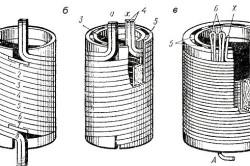
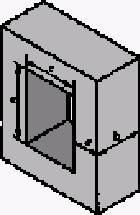
Silindirik sargılar: a - tek bilyalı, b - çift bilyalı, c - yuvarlak dartlı çoklu bilyalı, düz kesim dartlı 1 - dönüşler, 2 - ayrı halkalar, 3 - kağıt-bakalit silindir, 4 - uç ilk top çilelerinden, 5 - dikey ışın 6 - iç sargılar.
Sargı tipine ilişkin Varto raporu. Silindirik sargı nedeniyle akım-gerilim özellikleri daha da şiddetlidir. Ale şarabı manuel pişirme makinelerinde kürlenmeye uygun olmayacaktır. Gaz kelebeği ve reostat cihazının tasarımında sıkışıp kalan durumdan kurtulabilirsiniz. Ancak serpinti açısından etkisiz derecede önemli olan planın tamamını oluşturmak imkansızdır.
Disk tipi bir vicoristan ile orta sarım, ikincil sarıma bakan güverteye çıkarılır. Cihazda ortaya çıkan (veya daha doğrusu kenar sargısında ortaya çıkan) manyetik akının büyük bir kısmı hiçbir şekilde sekonder sargıya (endüktif olarak) bağlanamaz. Bu tip sarım, sarım sarımının sık sık ayarlanmasına ihtiyaç duyulduğu takdirde, alçak yapılarda en iyi şekilde kullanılır. Bu tür cihazların temel özelliği gerekli miktardır. Ve ara sargıyı döndürürken, kaynak transformatörünün endüktansını ikincil sargıda depolamak önemlidir. Ayrıca metal nesnelerin kaynak makinesiyle taşınabilmesi için manyetik iletken tipinde saklanmalıdır. Endüktansın kesin değerini hesaplamak imkansızdır. Ekonomi durgunlaşmaya başladıkça yaklaşık hesaplamalar başlayacak.
Kaynak işlemi için gereken akış, birincil ve ikincil sargılar arasındaki boşluk değiştirilerek düzenlenir. Tabii ki ray, manyetik devre boyunca kolayca hareket ettirilebilecek şekilde çalışmalıdır. Sadece akıllarda kalan ev yemeği kolaylıkla yapılabileceği gibi, demleme işleminden de pek çok sabit değer elde edebilirsiniz. Kaynak kaldırıldığında telleri biraz değiştirmeniz gerekiyorsa kabloyu halkalar halinde döşemeniz gerekir. Yalnızca kimsenin önünde olmayanları koruyun.
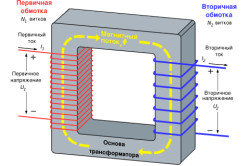
Transformatörün sargıları farklı kollara ayrılmıştır: 1 - birincil, 2 - ikincil.
U şeklinde çekirdeklere sahip pişirme cihazlarında renk değişimi daha da güçlü olacaktır. Dahası, baldıran sarımları bir omuza, ikincil sarım ise diğer tarafa uzatılabilir. Bunun nedeni bir sarımdan diğerine çok uzun olmasıdır. Bir kaynak transformatörünün temel özelliği dönüşüm katsayısıdır. Sekonder sargının sarım sayısını birincil sarım sayısına bölerek hesaplayabilirsiniz. Çıkış akışını ve voltajı çıkış karakteristiğine (akış ve voltaj) bölerek de aynı değeri elde edebilirsiniz.
O noktaya doğru dönün
Bu yöntem yalnızca dönüştürme cihazlarının U benzeri bir şekle sahip manyetik iletkenlerin çevresinden genişletilmesi gerçekleştirilirken kullanılabilir. Sargılar, farklı kollara yayılmış yeni çerçevelere sarılır. Lütfen her iki sargının yarısının birbirine seri olarak bağlanması gerektiğini unutmayın. Örneğin robotun yeniden inşası 4 mm'lik elektrotlarla gerçekleştiriliyor. Bunun için sekonder sargıda gerekli olan akım yaklaşık 160 A'dır. Çıkış voltajı 50 V olmalıdır. Bu sırada voltaj 220 veya 240 V olmalıdır. Robotun voltajı %20 olsun.
Genişletmek için robotun yorgunluğunu azaltan gerilim parametresini girmeniz gerekir. Bu gerilim daha güvenilirdir: Rdl = I2 x U2 x (PR/100) 1/2 x 0,001.
Referans noktası olarak alınan pişirme cihazı parametreleri için basınç değeri 3,58 kW'dır. Şimdi sargıların dönüş sayısını hesaplamak gerekiyor. Bunun için: E = 0,55 + 0,095 × Pdl.
Transformatörlerdeki kısayollarda dönen sargılar: 1 - kısayol, 2 - yüksek gerilim sargısı, 3 - PN sargısı, 4,5 grup bobinler.
Bu formül bir turluk elektriksel yıkıcı güce sahiptir. Cihaz için değer 0,89 Volt/dönüş olacaktır. Daha sonra ters sarımın cilt dönüşünden 0,89 V çıkarılabilir.Ayrıca oran, birincil sargının sarım sayısı olan 220/0,89'dur. Ve 50/0,89 oranı da ikincilin dönüş sayısıdır.
Primer sargı, sekonder sargıyı dönüşüm katsayısına k=1,1 katsayısıyla besleyecek bir akıma sahip olacaktır. Alın, 40 A'den fazla bir güç kaynağına sahiptir. Kaynak transformatörü çekirdeğinin aşırı kesimini belirlemek için aşağıdaki formülü kullanmanız gerekir: S = U2 × 10000/(4,44×f×N2×Bm).
Genişleme için alın alanı 27 cm²'dir. Bu durumda f, 50 Hertz'e eşit olarak alınır ve Bm, cihazın çekirdeğindeki alanın (manyetik) indüksiyonudur. Bu değerler 1,5 Tesla’ya eşit olarak alınmıştır.
4 mm elektrotlarla kullanılan kaynak transformatörü için aşağıdaki özellikler elde edilir:
![]()
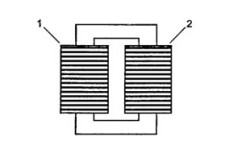
Manyetik çekirdek türleri: a - zırhlı, b - strizhnevy.
Bütün bu özellikler bir kaynak transformatörü için geçerlidir. Hazırlanma saatinden hemen önce, manyetik dağılımın daha büyük bir önem taşıdığını ortaya koyan bir plan geliştirildi. Böyle bir cihazın evde yaratılması pek olası değildir, ikincil sargının doğrudan kenar sargılarının üstüne sarıldığı bir transformatör hazırlamak daha kolay olacaktır. Şokların kaçınılmaz olarak durgunlaşacağı, özelliklerin bozulacağı, daha sonra bu kadar basit bir cihazın manyetik akışının şarkı söyleme noktasının içinde ve çevresinde yoğunlaşacağı dikkate alınmalıdır. Ve sahip olduğu tüm enerji rasyonel olarak iletilmek üzere yaratılmıştır.
O noktaya doğru dönün
Transformatörleri sökmek için standart yöntemler hoş değildir, parçalar sıkışır ve standart olmayan şekillere sahiptir ve bilinmeyen bir çapraz çubuğa sahip iletkenler yaklaşık olarak hesaplanır. Sıkıştırma sırasında, manyetik devrenin alanı ve dönüş sayısı gibi kaynak transformatörünün aşağıdaki özellikleri kaldırılır. Daha büyük bir çapraz kesim alanıyla transformatörün özelliklerinin etkilenmeyeceğini lütfen unutmayın. Gerekli gücü elde etmek için birincil sargının sarım sayısını değiştirmeniz yeterlidir.
Manyetik devrenin çapraz çubukları ne kadar fazlaysa, sarmak için o kadar az dönüş gerekli olacaktır. Vikorist öyle bir güç ki, dolambaçlı dartın zorluklarını anlıyorsunuz. Birincil sargının dönüş sayısını belirlemek için bunu basit formüller kullanarak hesaplayabilirsiniz:
Yüksüz modda, yaşam voltajının bir sonucu olarak transformatörün birincil sargısında akımın varlığı.
Birincisi, bira makinelerinin basıncı azaltıldığında durgunlaşır ve bazı durumlarda sarımlar aynı omuz üzerinde büyür. Sargıları ayırmak için farklı bir formül suçlanıyor. Bu formüllerde Sіз - manyetik devreyi kesmez, yapısöküm yapmadan önce ölür. Sargılar farklı kollara ayrıldığında kaynak makinesi çıkışında 140 A'dan fazla akım almadığınızdan emin olun, ancak her türlü cihaz için daha fazla akım sarmak da mümkün değildir. 200 A'dan fazla. Ve anonim olarak sahip olduklarınızı da unutmayın:
Bu tür diğer faktörlerin kaynak transformatörünün çalışmasına girmesini önlemek için çıkışın 40 tur boyunca çalıştırılması gerekir. Gerilimi daha az veya daha fazla tura uygulayarak transformatörün çalışma modunu istediğiniz zaman değiştirebilirsiniz.
Metal parçaların elektrik arkıyla bağlantısı 120 yıldan fazla bir süredir bilinmektedir, ancak çok az kişi bu sürecin tüm inceliklerini biliyor; bu, en basit aparat ve otomatik makine için bir kaynak transformatörünün tasarımını geliştirmek için çok önemlidir. .
Öncelikle en basit cihazın prensibine bir göz atalım. Böyle bir ünitenin temeli, genellikle 220 V olan giriş voltajını, rölanti hızı olarak adlandırılan için 60'a kadar daha düşük bir voltaja değiştirmenize olanak tanıyan bir düşürücü transformatördür, aksi takdirde sessizleşir. Cihazla kullanılabilecek olanlar güçlü bir akışta tutulmalıdır, bu da en popüler çap olan üç milimetrelik vitrat malzemesi için 120-130 A aralığında olmalıdır..
Ve buradaki eksen, yıkım, parçalanma ihtiyacıdır, çünkü elektrot kesmesi akımın şarkı söyleme gücü altında erir, bu da aynı zamanda transformatörün çekirdeğini ve ayrıca sargıları ısıttığımız anlamına gelir. Bu nedenle, transformatörün optimum gerilimini bulmak için öncelikle telin çalışma kuvvetine odaklanarak çalışma voltajını hesaplamamız gerekir. Formül ne için? U2 = 20 + 0,04I2, de sen 2 - ikincil sargıdaki voltaj ve BEN 2 – cihazın görebileceği maksimum gastrointestinal akış.
Şimdi hem en basit haliyle hem de otomatik bir makinede bir transformatörün kalbi olduğu için haklı olarak bu adı alan çekirdeğe dönelim. Yapının sıkılığından dolayı yapıyı koruyan metal plakalardan oluşur. Bu değerin çekirdeğin boyutları dahilinde kalmasına izin verilir ve yüksüz voltajın değerleri bilinerek bulunabilen genel gerilim olarak adlandırılır. Hala formülü takip ediyorum senxx = sen 2 S, de S- İkincil sargının alanını keserek. İletkenin çapının kapladığı alan aşağıdaki formül kullanılarak hesaplanır: S = πd2/4, veya aşağıdaki tabloların arkasında:
|
Bakır damarlı kablolarda kabul edilebilir tıngırdama girişimi |
||||||
| Dartın çapı,mm | İzin verilen tıngırdatma kuvveti, A | yaşadı, mm 2 | Dartın çapı,mm | İzin verilen tıngırdatma kuvveti, A | ||
| 0.5 | 0.78 | 11 | 35 | 6,7 | 170 | |
| 0,75 | 0.98 | 15 | 50 | 8,0 | 215 | |
| 1,0 | 1,13 | 17 | 70 | 9.5 | 270 | |
| 1,5 | 1,4 | 23 | 95. | 11.0 | 330 | |
| 2,5 | 1,8 | 30 | 120 | 12,4 | 385 | |
| 4,0 | 2,26 | 41 | 150 | 13.8 | 440 | |
| 6.0 | 2,8 | 50 | 185 | 15,4 | 510 | |
| 10 | 3,56 | 80 | 240 | 17,5 | 605 | |
| 16 | 4,5 | 100 | 300 | 19,5 | 695 | |
| 25 | 5,6 | 140 | 400 | 22,5 | 830 | |
|
Alüminyum damarlı dartlarda kabul edilebilir tıngırdatma ilgisi |
||||||
| Jet iletkeninin kesme alanı, mm 2 | Dartın çapı,mm | İzin verilen tıngırdatma kuvveti, A | Jet iletkeninin kesme alanıyaşadı, mm 2 | Dartın çapı,mm | İzin verilen tıngırdatma kuvveti, A | |
| 2 | 1,6 | 21 | 35 | 6,7 | 130 | |
| 2,5 | 1,78 | 24 | 50 | 8,0 | 165 | |
| 3 | 1,95 | 27 | 70 | 9.5 | 210 | |
| 4 | 2,26 | 32 | 95. | 11.0 | 255 | |
| 5 | 2,52 | 36 | 120 | 12,4 | 295 | |
| 6 | 2,76 | 39 | 150 | 13.8 | 340 | |
| 8 | 3,19 | 46 | 185 | 15,4 | 390 | |
| 10 | 3,56 | 60 | 240 | 17,5 | 465 | |
| 16 | 4,5 | 75 | 300 | 19,5 | 535 | |
| 25 | 5,6 | 105 | 400 | 22,5 | 645 | |
Kalbin genel gerginliğini hesaplamak için gerekli tüm parametrelere sahibiz. Daha sonra formülü takip ediyoruz Pgevezelik etmek = senxxBEN 2 çünkü(φ)/η , de φ - Gerilim ve akış arasındaki fazların yer değiştirmesi (0,8 değeri alınabilir) ve η - KKD (0,7 kabul edildi). Makinenin kullanım sırasında aşındığı izin verilen sıkılığı bilmek imkansız hale gelir. Bu durumda, operasyonel verimlilik katsayısının (yani PR'sinin), transformatörün sınıra bağlandığı saatin% 20'sine yaklaştığını söylemek güvenlidir.
Bu nedenle aşağıdakiler önemlidir: P dl = U 2 I 2 (PR/100) 0,5 0,001, ya da P dl = U 2 I 2 (20/100) 0,5 0,001, bu şunu öneriyor P dl = U 2 I 2 0,00045. Robotun israfı ve pişirme tıngırdatının gücü pratikte birbirine bağlı değildir. Çoğunlukla bir saat boyunca, ark modu, sarım kuvveti aracılığıyla izolasyon kuvvetinin yanı sıra sarımın kalınlığı ve dönüşlerin döşenmesi yoluyla aşılanır. Artık aşağıdaki formülü kullanarak bir dönüşün elektriksel yıkıcı gücünü volt cinsinden bulabiliriz. e = P dl 0,095 + 0,55.
Ayrıca, kalan formülün ampirik bağımlılığının sonucu çıkarılarak Virach'ın hem birincil hem de ikincil sargılar için optimal sarım sayısı belirlenir. Bu ve diğer amaçlar için tutarlı olan iki formül vardır. N 1 = U 1/E, de sen1 – giriş voltajı voltajı ve N 2 =U2/E. Kaynak akımının gücü, birincil ve ikincil sargılar arasındaki mesafenin daha fazla veya daha az olmasıyla düzenlenir: değer ne kadar büyük olursa, çıkıştaki gerilim de o kadar düşük olur. Tim, hazır bir kaynak makinesi eklemek yerine, transformatörü kendi kendine katlama yöntemini kullanarak açıklıkları ayarlamaya çalışmak istiyorsanız, çekirdeğin boyutlarını hesaplamanız gerekecektir.

Metal kesme alanı formülle belirlenir S = U 2 10000/(4,44fN 2 B m), de F- Akışın Promislov frekansı (50 Hz olarak alınmıştır), B m – manyetik alan indüksiyonu (1,5 T olarak alınmıştır). Artık transformatör paketindeki çelik levhanın genişliğini belirleyebilirsiniz: a = (100S/(p 1 k c)) 0,5, de için P 1 kabul edilebilir aralık değeri 1,8-2,2'dir (orta değer önerilir), k c – çelik doldurma katsayısı (0,95-0,97'yi önerir).
Plakanın genişliği değerinden gelen omuz plakaları paketinin kalınlığı açıktır, bunun için formülü kullanıyoruz b = ap1 ve ardından manyetik devreye açılan pencerenin genişliği C= b/p 2, de P 2 Aralık 1-1,2'dir (önerilen maksimum). Ölçüleri ayarlamaya başlamadan önce çelik dolum oranını yani plakalar arasındaki boşlukları hatırlayalım. Bu göstergeye göre çekirdeğin kesit alanı çok farklı olacağından değiştirilmiş bir değerde ve yine anlamlı olacaktır. Bunun formülü şu şekilde olacaktır: S iz = S/k c. Çoğu zaman, çevrimiçi hesap makinesinin kullanılabilirliği için bu döküm gerekli değildir.
| Konuyla ilgili istatistikler: | |
|
Bir ay boyunca arayın Büyüdükçe bir ay boyunca aşk büyüsünü yapın
Uzun zaman önce Rusya'ya giren kızlarla ilgili eski bir efsane var... Eğer saçınızı kehanete göre kesebilirseniz
Bu yazıda bukleleri kesmek ve hazırlamak için en iyi günlere bakacağız ve... Neden durgun su hayal ediyorsun?
1. Su - (Rüya Yorum Aracı mіcc Xacce) Soğuk - mutluluk. Rozliti -... | |




