Okuyucuları seçin





Popüler istatistikler
Parlak metal biriktirme söz konusu olduğunda lehimleme sıcaklığı, lehimleme makinesinin çalışmasında önemli bir noktadır. Danimarkalı şovmen, tinolün tamamen erimesine ilişkin benzer bir gösteriden suçlu. Bazı durumlarda gösterge, likidüs çizgisi ile katılaşma çizgisi arasında yer alabilir.
Teoriye göre lehim, boşluğu doldurup kılcal kuvvetlerin etkisi altında bağlantı noktalarına bölünene kadar erimeden sorumludur. Bununla bağlantılı olarak, yüksek sıcaklıkta lehimleme gibi bir prosedür için durgunlaştığı için sıvı tinolün sıcaklığı en düşük olabilir. Aslında tüm parçaların bu sıcaklığa veya daha yüksek bir sıcaklığa ısıtılması gerekir.
Parçaların tüm iç ve dış kısımlarının bu sıcaklığa kadar ısıtıldığını hatırlamak imkansızdır. Isıtmanın akışkanlığı, erimesi, metal parçaların kütlesi ve lehimlenen metalin termal genleşme katsayısı - bunların hepsi parçadaki ısı dağılımını belirleyen faktörlerdir.
Parçaların hızlı yerel ısınması durumunda sıcaklık dağılımı eşit değildir, dış yüzeylerin sıcaklığı iç yüzeylerden önemli ölçüde daha yüksektir. Tam ısıtma ve eşit ısı dağılımı saatinde, lehimli bağlantıdaki termal enerjinin dağılımı daha eşit görünür.
Metal ıslandığında, erimiş lehim yardımıyla tinol, ana metali kırmak veya tinol bileşenlerinin ana metale difüzyonu için kullanılabilir. Ayrıca tinol ana metalle birlikte bir kimyasal depoya benzediğinden difüzyon bu durumda en güvenilir çözüm olabilir.
Aşağıdaki faktörler difüzyonu etkileyebilir:
Temel malzemenin taneleri arasında tinolün lokal difüzyonu yoluyla lehimlemenin tek aşamalarında, malzeme iç gerilimlere dayanacak şekilde oluşturulur. Tinolün ana metaldeki doğaüstü difüzyonu, mekanik yüzeylere büyük bir güvenilirlikle birleştirilebilir Fiziksel güç metal
Böylece taban malzemesinin ince kısımları lehimlenen kısmın en büyük dökülme alanını oluşturur. Burada erozyon nedeniyle kabuklar açılabilir. Ana metalin tinol ile tahrip edilmesinin, sıvısının sıcaklığını değiştirdiği ve bunun da parçalar arasındaki boşluğun yetersiz doldurulmasına yol açabileceği belirtilmelidir.
Difüzyonu değiştirmek veya katı olarak oluşan bir alaşım karışımını parçalamak. Lehimler, sıvı sıvı sıcaklığının altındaki sıcaklıklarda nadir bir tutarlılık geliştirir. Genel olarak benzer bir yüksek sıcaklık lehimleme ünitesinin lehimi, birleştirilen metallerin sıcaklığı sıvı hattına ulaşmazsa bu koşullar altında da başarılı bir şekilde titreşir.
Alttan ısıtma, bileşendeki ısı dağılımını SMD kartına değiştirmenize olanak tanır, böylece lehimleme aletinin gerekli sıcaklığını azaltır. Alt ısıtma sisteminin bileşenlerini değiştirmenin yeni yöntemleri ortaya çıktıkça, tüm SMD kartını değiştirin veya kapatın; bu yalnızca sıcak hava kullanılarak tek taraflı ısıtmayla gerçekleşebilir.
Ayrıca seramik bazlı üretilen devre kartları, bu malzemelerin sıcaklık değişimlerine karşı hassasiyeti nedeniyle lehimleme işleminden önce yumuşak ileri ısıtma gerektirecektir.
Termal enerji sağlama yöntemine bağlı olarak kızılötesi ve konveksiyonlu alt ısıtıcıları görebilirsiniz. İlk kurulumlar genellikle karanlık mumda parlak bir şekilde parlayan birçok kuvars lambadan oluşur. Konveksiyon cihazlarında, Primus konveksiyonunun durgunluğu yoluyla kötü koku üretilebilir.
İncelenen SMD bileşenleri titreşim kararsızlığı nedeniyle (mekanik şoklar nedeniyle) çığlık atabilir ve çatlayabilir. SMD bileşenlerinin bir başka dezavantajı, lehimleme sırasında aşırı ısınmaya karşı toleranssızlıklarıdır; bu sayede, mikro çatlakların sıklıkla ortaya çıktığı ve bunların fark edilmesi neredeyse imkansızdır. Belki de kullanım sırasında SMD bileşenlerindeki çatlakları bilen birinden çok ilginç. Temel bir multimetre kullanarak SMD parçalarındaki çatlakların varlığını kontrol edebilirsiniz.
Bu şekilde SMD parçalarını ek bir lehimleme istasyonunun yanı sıra bir havya kullanarak bağlayabilirsiniz. Lehimlerin köpük kısmı sertleşerek bileşenlerin sabit bir sıcaklıkta bir lehimleme istasyonu kullanılarak lehimlenmesini kolaylaştırır. Ancak lehimleme istasyonu olmadığından, ek bir havya kullanarak güç kaynağını ek bir regülatörün arkasında açarak değiştirebilirsiniz. Sıradan bir havya üzerinde regülatör olmadan ucunun (uç) sıcaklığı 400 dereceye ulaşır. SMD bileşenleri ile çalışma saatinin altındaki gösterge 260-270 gr olma suçlusudur. Z.
Havyayı ısıtmak için en uygun sıcaklık ve ayrıca elle lehimleme sırasında gerekli basınç - uzak tutulması gereken göstergeler Tasarım özellikleri onunla dövülmüş havya. Kurşunsuz lehim kullanan robotlar, erime noktası 217-227 derece olan boru şeklindedir. Havya ucunun minimum ısıtma değerini 300 gr'a ayarlayın. Z.

Lehimleme sırasında havya ucunun aşırı ısınmasının yanı sıra ucun metal üzerindeki zararlı etkisinden de kaçınmak gerekir. Çoğu zaman, kurşun içermeyen lehimler ve geleneksel tinollerle çalışırken, havya ucunun 315-370 dereceye kadar ısıtılması en uygunudur. Z.
Bazı durumlarda, SMD bileşenlerini lehimlerken mükemmel sonuçlar, bir saatlik kısa ısıtmadan sonra (havya ucu 0,5 saniyeye kadar sürer) ve ayrıca havya ucu 340 ila 420 gr'lık bir okumaya ısıtıldığında elde edilebilir. Z.
SMD bileşenlerini lehimleme prosedürü:
Bunların, parçaların dikkatli bir şekilde çalıştırılmasını gerektiren iyi Viktorya dönemine ait lehimlemenin sırları olduğu açıktır. Gelin onların raporuna bir göz atalım.
Ana noktaları:
Görünen o ki, parçaların ısıtma sıcaklığı ve havyanın ısıtma seviyesi uzun süre yerinde kalacaktır. Ayrıca bazı kalay-kurşun lehimlerin erime noktasını da bilmeniz gerekir.
| Markuvannya lehim | Sıcaklık dökümhane(°C) |
| POS-90 | 222 |
| POS-60 | 190 |
| POS-50 | 222 |
| POS-40 | 235 |
| POS-30 | 256 |
| POS-18 | 277 |
| POS-4-6 | 265 |
Teknolojik depo lehimleme bilgisi, lehimin parçaları uzun süre birleştirmesine olanak tanır ve bu, gerekli profesyonel için yedek bir araçtır. Bu sayede yüksek sıcaklıkta lehimleme dikkate değer bir etkinlik gösterecektir.
Bazen SMD elemanını termal olarak lehimlemek gerekli olacak şekilde kesilir, aksi takdirde elinizde özel bir alet yoktur. Sadece basit bir havya, lehim ve reçine. Bu durumda minyatür bir SMD elemanını lehimlemek zordur, ancak bu tür lehimlemenin belirli özelliklerini bilebilirsiniz.
Aç bir insan bir alet (herhangi bir türde olsun) olsun diye çalışmaya istekli değildir. havya) ellerinizde titremeyin. Uzun zamandır minyatür ve duvar resimleri yapan ustaların hikâyelerini okuyorum. Robotların kokusunu temizlemek için kullanılan bir teknoloji anlatıldı. Mesele şu ki, kalem darbesini kalp darbesiyle birleştirmek gerekiyor. Kalp atışları karşısında yürümek daha kolay kaçınılmaz olaraküç bin el.
Üç tonla uğraşmanıza gerek yok - buna değer. Onun altında rahatlamayı öğrenmelisin.
Kuş yuvası varsa kuş gözünü yerleştirin ve başlayın kısa ve birden fazla el dzyobom. Yuvaya yerleştirilmiş olan pimi ayarlamanız gerekirse, kuşların derisi bir grup küçük ve ince teli titretir. Gerçek gibi görünen her zaman doğru değildir, ancak sonuçta yine de istenen sonucu verir.
Lehimleme yaratıldığında koklayana yeni gelen zenginler için bir nimet dovge o kesintisiz çöküş. Törenle. İşin sırrı, kısa kollar üzerinde çalışmanız gerektiğidir (ideal olarak, kokular kalp atışlarıyla birlikte kaybolur, ancak herhangi bir şeye özel olarak konsantre olmanıza gerek yoktur - o zaman kendi kendine ortaya çıkacaktır).
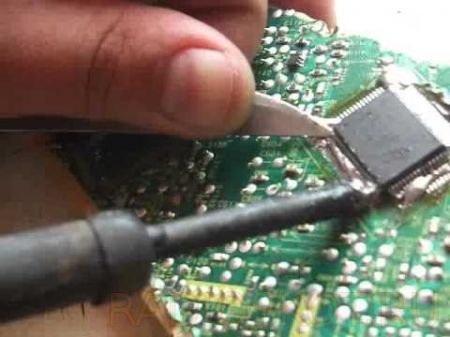
SMD elemanlarını temel bir havya ile lehimlemenin kolaylığı şudur: parçayı cımbızla çıkarın.
Tobto. Başlangıçta baş ağrısı cımbızı tutan ellerde yoğunlaşır. Parçanın tam olarak yerine nasıl oturduğunu net bir şekilde görebilmek için doğru bakma yolunu seçmek de önemlidir.
Bu durumda asilzadeyi küçük bir sırla bırakamazsınız.
Koçanın kendisinde detay çok daha kolaydır. sızlanmak". Bunları lehimlemek için ilk taraftan baskı uygulamaya gerek yoktur! İyi lehimleme, lehimleme işleminin kendisine saygı gösterilmesini gerektirir - cımbız üzerindeki saygının yoğunlaşması harcanır...
Bu şekilde parçayı sadece bir ucundan tutuyoruz.
Bir parça bulduğunuzda onu çıkarmak için cımbız kullanın ve parçanın diğer tarafını lehimleyin. Ve sonra ilk taraf artık lehimlenene kadar çeviriyoruz.
Tahtadaki elementin altındaki Maidan'ların çalıştığını unutmayın eşittir. Orada lehim varsa, lehimlemeden önce fazlalığı dikkatlice çıkarmanız gerekir, aksi takdirde lehimlemeden sonra parça "çarpılır".
Ancak bir parça gömüldükten sonra onu yok etmek artık mümkün değildir (aşırı ısıtmadığınız veya çok fazla güç uygulamadığınız sürece). Bu, yorgunluktan kurtulmanızı ve lehimlemeye konsantre olmanızı sağlar diğer taraftan, neyden sonra arkanı dön ilkine kadar
Böylece lehimleme üç aşamada gerçekleşir:
Kullanılan tüm aletler basit ve pürüzlüdür, kendinden tahrikli kıllı kalem (lehimleme alanında yıkadığım) dahil alkol). Reçine - zvichaina, "kamintsem". Havya – 25 watt.
HOŞÇAKAL!"Alt" kısımlar için en kısa havya, reçineyi yaklaşık 7 saniye kaynayana kadar "tütsülediğiniz" yerdir. Reçine 2-3 saniye kaynarsa havya ucu çok sıcak demektir. Yüksek sıcaklık SMD elemanına zarar verebilirsiniz.
Lehimleme mükemmel değil ama kırılmasını isterim güzel Lehimleme, kameranın erimesine neden olan küçük kusurlardan (bir tencerenin doldurulması, çok fazla reçine damlaması) gitmesine izin vermeyin, ardından aletlerin gerilmiş ellerde bile kesilmesi gerekti. Prote lehimleme normaldir ve tekniğin özü burada gösterilmiştir.
Videoyu tam ekrana genişletmenizi ve video ayarlarınızda ses seviyesini “Full HD” olarak ayarlamanızı öneririm.
Saç kurutma makinesi olmadan SMD parçalarının lehimlenmesi
Standart bir EPSN havya, 40 watt ve bir multimetre yardımıyla, görünür parçaları olan çeşitli elektronik ekipmanları bağımsız olarak onarabileceğinizi anlayabilirsiniz. Ancak bu tür ayrıntılar, özellikle yaşam bloklarında giderek daha keskin hale geliyor çeşitli teknolojiler, Ve önemli miktarda akım sızıntısı ve yüksek voltajın olduğu benzer güç panoları ve tüm kontrol panoları SMD eleman tabanına dayanmaktadır.
Aynı şey, SMD radyo bileşenlerini, en az %70'ini bile söküp tekrar lehimleyemediğimiz gerçeği için de geçerli. olası onarımlar teknoloji, artık kendi başımıza vazgeçemiyoruz... Montaj ve demontaj konusuna pek aşina olmayan, belki de daha önce bir lehimleme istasyonu ve lehimleme saç kurutma makinesi, çeşitli nozullar ve uçlar diyebiliriz. onlara, tahribatsız bir akıya ihtiyaç vardır, RMA-223 tipi, ustanın evdeki ana makinesinde olmayan bir şey.

Görünür kabinlerim, bir lehimleme istasyonum ve bir saç kurutma makinem, nozullarım ve uçlarım, lehimlerim ve farklı çaplarda lehimlerim var. Peki ya işe giderken ya da tanıdığınız kişileri ziyaret ederken ekipmanınızı kullanmanız gerekirse? Arızalı kartı söküp eve veya güvenilir bir lehimleme tesisinin bulunduğu atölyeye getirmek bu ve diğer nedenlerden dolayı zor mu? Görünür, çıkar ve kolaydır. Bunun için neye ihtiyacımız var?
Lehimleme için neler gereklidir?
1. Yeni mikro devrelerin montajı için ucu kafaya keskinleştirilmiş, EPSN 25 watt havya.

2. Sertleştirilmiş Gülağacı alaşımından yapılmış mikro devrelerin sökülmesi için ucu keskin bir koniye keskinleştirilmiş havya EPSN 40-65 watt. 40-65 watt'lık bir basınca sahip bir havya, havyanın basıncını ayarlamaya yarayan bir cihaz olan Dimmer aracılığıyla bazı elektriksel kalıntılara maruz kalır. Aşağıdaki fotoğraftaki gibi bir tanesine çok rahatlıkla sahip olabilirsiniz.

3. Gül Chi Ahşap alaşımı. Noktaların kenarlarında bir miktar lehim kullanıyoruz ve bunu, örneğin Soic-8 durumunda olduğu gibi, her iki taraftaki mikro devrelerin kontaklarına doğrudan yerleştiriyoruz.

4. Örgünün sökülmesi. Sökmeden sonra fazla lehimin karttaki ve mikro devrelerdeki kontaklardan çıkarılması gerekir.

5. SKF flux (alkol rosin flux, tozdan damıtılmış, %97 alkolden, rosinden üretilmiştir) veya RMA-223 veya rosine bazlı benzer fluxlar.

6. Fazla akı giderici Flux Off veya 646 perakendeci ve okulda resim derslerine hazırlık için kullanılan, orta sertlikte kıllara sahip küçük bir penzlik.

7. Çapı 0,5 mm olan (aynı çapta olması gerekmez) eritkenli boru şeklinde lehim.

8. Cımbız, kavisli, L şeklinde.

Düzlemsel parçaların yeniden lehimlenmesi
Peki sürecin kendisi nasıl işliyor? Rosehi Wood lehiminden (alaşım) küçük parçaların tadına bakıyoruz. Akımızı elbette mikro devrelerin tüm temas noktalarına uyguluyoruz. Rose'un lehim parçalarını mikro devrelerin her iki tarafına yerleştirip gevşek temas noktalarını ortadan kaldırıyoruz. Havyayı açıp ek bir dimmerin arkasına yerleştiriyoruz, yoğunluk yaklaşık 30-35 watt, başka bir şey önermiyorum, sökme sırasında mikro devrenin aşırı ısınma riski var. Havya ucunu ısıttıktan sonra mikro devrelerin altını her iki taraftan kurutuyoruz.
İlave rafting Rose için sökülmesi.
Bu durumda mikro devrelerin kontakları kapalıdır, ancak bu korkutucu değildir, çünkü mikro devreyi söktüğümüz için, sökme örgüsünü kullanarak karttaki kontaklardan ve mikro devre üzerindeki kontaklardan fazla lehimi kolayca çıkarabiliriz.
Böylece mikro devremizi cımbızla tabanın olduğu kenarlar boyunca tuttuk. Mikro devreleri cımbızla dokunduğumuz yere yerleştirin, havya ucunu cımbızın uçları arasında, kontakların çıkarıldığı mikro devrelerin her iki tarafında dönüşümlü olarak hareket ettirmenize olanak tanıyın ve cımbızla hafifçe çekin. Alaşım eritildiğinde daha da şişen Gül veya Tahtanın kabuğu için sıcaklığı düşür kurşunsuz lehim ve orijinal POS-61 akımı kullanılarak eritme (100 dereceye yakın) ve lehimin kontaklar üzerinde kaydırılması, böylece lehimin başlangıçtaki erime sıcaklığının düşürülmesi.
![]()
Ek örgü kullanarak mikro devrelerin sökülmesi.
Ve bu şekilde mikro devre, kendisi için tehlikeli olan aşırı ısınmadan sökülür. Anakartta fazla lehim, gül alaşımı ve kurşunsuz alaşım var ve görünüşe göre gevşek temaslar var. Tahtayı normal görünüme döndürmek için örgüyü kaldırıyoruz, akı nadir olduğu için ucu içine batırıp lehim ile tahtaya yerleştirilen nozüllerin üzerine yerleştirebilirsiniz. Daha sonra hayvanı bir havya ucuyla bastırarak ısıtıyoruz ve temas noktalarını örüyoruz.

Radyo bileşenlerinin örgü ile lehimlenmesi.
Bu sayede kontaklardaki lehimin tamamı örgü tarafından emilir, örgüye aktarılır ve kart üzerindeki kontaklar lehimden temizlenmiş görünür. Daha sonra bu prosedürün, mikro devreyi başka bir panele kapatacağımız mikro devrelerin kontaklarıyla veya bu durumda, örneğin Flash bellek yongası olduğundan ek bir programcı için ürün yazılımını yanıp söndükten sonra dikkatli bir şekilde yapılması gerekir. Anakartın, monitörün veya başka herhangi bir teknolojinin BIOS donanım yazılımı nasıl güncellenir? Mikro devrelerin kontaklarını fazla lehimden temizlemek için bu prosedür tamamlanmalıdır.
Akıyı yeniden uyguladıktan sonra, mikro devreyi karta yerleştirip yeniden boyutlandırıyoruz, böylece karttaki kontaklar mikro devrelerin kontaklarıyla aynı olacak ve karttaki kontaklarda kenarlar boyunca biraz daha fazla yer kaybolacak alttan. Biz bu yerden ne şekilde mahrum kaldık? Daha sonra bir havya ucuyla kontaklara hafifçe dokunup bunları tahtaya lehimleyebilirsiniz. Daha sonra 25 watt'lık bir EPSN havya veya benzeri bir düşük basınçlı havya alıyoruz ve çapraz olarak hareket ettirilen mikro devrelerin iki ayağına bastırıyoruz.

SMD radyo bileşenlerinin bir havya ile lehimlenmesi.
Sonuç olarak, mikro devre "gömülü" gibi görünüyor ve temas pedlerinde eriyen lehim mikro devreye zarar vereceğinden artık yerinde yok edilemez. Daha sonra ortasında akı olacak şekilde 0,5 mm çapında lehim alıp mikro devrelerin cilt temasına getiriyoruz ve havya ucunun ucu, lehim ve mikro devrelerin cilt temasıyla aynı anda dokunduruyoruz.
Daha büyük çaplı bir lehim kullanılmasını önermiyorum çünkü bu, "koklamanın" kalıcı olmasına neden olacaktır. Böylece cilt teması üzerine lehimi “biriktirdik”. Bu prosedürü tüm kontaklarla tekrarlıyoruz ve mikro devre yerine lehimleniyor. Açıkça söylemek gerekirse tüm bu işlemler aslında 15-20 dakikada, hatta bir saatten kısa sürede tamamlanabiliyor.
Yalnızca fazla fluksu, flux için ödeme yaparak, perakendeci 646'yla veya özel Flux Off yöntemini kullanarak çıkarmamız gerekiyor ve kart testten önce, kuruduktan sonra hazırdır ve yıkama için sertleşecek olan flux kırıntıları hala mevcuttur. musluk deliği. 646 rozchinnik, zokrema, aseton bazında ezilmiş. Levha üzerindeki yazılar, dikişler ve lehim maskesi kırışmaz ve hasar görmez.
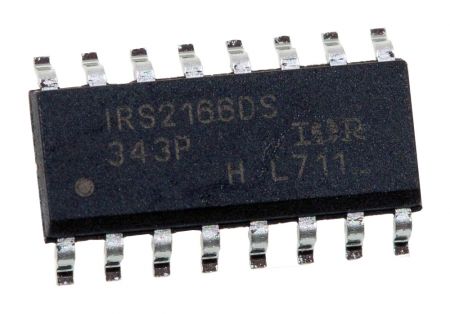
Ancak Soic-16 kasasındaki mikro devreyi ve zenginliğini bu şekilde anında ısıtmalı katlanır kutular aracılığıyla sökmek sorunlu olacaktır, büyük miktar Nizhok. Herkese iyi şanslar ve daha az aşırı ısınmış mikro devreler! Özellikle radyo devreleri için - AKV.
Dan haberler:"TH ve SMD bileşenlerinin önemini artık tam olarak anladığımıza göre, bunlar farklı alanlar olacak ve sizi SMD'nin daha güzel olduğu, biraz doğru olmayan bir şeye dönüştürmeye çalışacaklar. Neyse, yine de takdir edeceğinizi düşünüyorum. .”
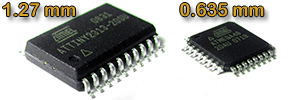
SMD bileşenlerini ilk lehimleyenlerin baş ağrısının ne olduğunu biliyor musunuz?Mikro devrelerin farklı kısımlarına bakıldığında, diğer parçaları lehimlemek ve aralarına "sümük" koymamak için ucun ne kadar ince alınması gerektiği hemen akla gelir. Mağazada ince bir uç konisi bulabilir, bir havya üzerine bırakabilir, küçük bir damla lehim alabilir ve ucu cildi kapatmak için kullanabilirsiniz. Dışarı çıkmak uzun zaman alıyor, sıkıcı ve düzgün değil. Bu yaklaşım mantıklı görünebilir ancak tamamen yanlıştır! İşte bu yüzden - SMD bileşenlerinin lehimlenmesi yüzey gerilimi, ıslatma kuvvetleri, kılcal etki gibi "korkunç kuvvetlere" katkıda bulunur ve bunları vikorize etmemek hayatınızı büyük ölçüde zorlaştırmak anlamına gelir.Her şey teorik olarak nasıl yapılabilir? Havyanın ucu bacaklara uygulandığında, ıslatma kuvveti çalışmaya başlar - bu kuvvetin altındaki teneke, bacakları her taraftan "sarmaya" başlar. Tabanın altında, kalay kılcal etki nedeniyle "çekilir" ve tabanın altındaki ve tahtanın üzerindeki temas pedi hemen "ıslanmaya" başlar. Lehim, Maidanchik'i alttan eşit şekilde "doldurur". Havyanın ucu alttan çıkarıldıktan ve lehim hala düşük seviyede kaldıktan sonra, yüzey geriliminin kuvveti lehim etrafında damlacıklar oluşturarak lehimin yayılıp lehim ayaklarına kızmasını engeller. Lehimleme sırasında bu tür karmaşık işlemler meydana gelir. Ancak tüm bu işlemler kendiliğinden gerçekleşir ve tek yapmanız gereken havyanın ucunu dibe (veya sadece birkaç noktaya kadar) getirmektir. Gerçekten bu kadar basit mi?
"Uygulamada diğer SMD bileşenlerinin (dirençler, kapasitörler...) bile lehimlenmesinde ciddi sorunlar yaşanıyor, bunlar lehimleme sırasında uca "yapışabiliyor". Bu tür sorunları önlemek için doğrudan cilde lehimlemek gerekiyor. taraf."
Kömür lehimlemeyi gerçekleştirmek için gerekli malzeme ve aletler gereklidir. Lehimlemenin daha rahat yapılmasını sağlayan ana malzeme nadir lehim pastasıdır. Lehimlenen metal yüzeyindeki oksitleri yağdan arındırır ve uzaklaştırır, bu da ıslatma gücünü arttırır. Ek olarak, "karıştırma-sümük" sürecinin üstesinden gelen akı lehim ile damlalar oluşturmak daha kolaydır. Böyle bir etkiyi önlemek için en nadir akı olan reçine veya Vazelin akısını kullanmanızı öneririm. Nadir akı mağazalarda nadir değildir - satın almak sorun değildir. Asetonu çağrıştıran hoş olmayan bir koku var gibi görünüyor (satın aldığımın adı "F5 - ince elektroniklerin lehimlenmesi için flux"). Elbette lehimlemeyi ve alkol-reçineyi deneyebilirsiniz, aksi takdirde etki daha kötü olacaktır, aksi takdirde reçineyi çıkardıktan sonra alkol kaldırılacaktır. beyaz kaplama, temizlenmesi çok sorunlu.Diğerleri için bir havya almak önemlidir. Daha da iyisi, sıcaklık düzenlemesi olduğundan bileşenlerin aşırı ısınması konusunda endişelenmenize gerek yok. SMD bileşenlerin lehimlenmesi için en uygun sıcaklık 250-300 oC arasındadır. Sıcaklık regülasyonu olan bir havya bulunmadığından uç sıcaklığı daha düşük olduğundan düşük voltajlı bir havya (12v veya 36v, gerginlik 20-30w) kullanmak daha iyidir. En iyi sonuçlar temel 220v havya ile elde edilir. Sorun, ucun sıcaklığının çok yüksek olması, bu sayede akının hızla buharlaşması ve lehim ucunun yüzeyini ıslatmasıdır. Yüksek sıcaklık, bacağın uzun süre ısıtılmasına izin vermez ve zincir aracılığıyla lehimleme, iğnenin devre kartına işaretlenmesiyle sinir üzerinde dönüştürülür. Bu durumdan sık sık kurtulmanın bir yolu olarak, parlaklık regülatörü aracılığıyla havyayı açabilirsiniz (kendiniz yapın - şemanın tamamlanması kolaydır veya hazır bir tane satın alın - lamba mağazaları bunları lambalar için parlaklık düzenleyiciler olarak satar ve avizeler).Havyanın ucu aynı çalışma kesiminde olmalıdır (bu, "bükülme" gibi klasik bir "süpürücü" veya 45 derecenin altında bir kesim olabilir).
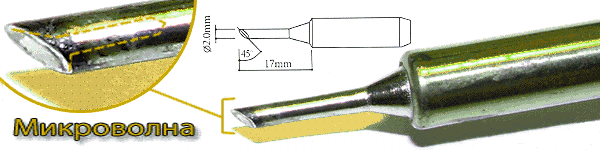
Koni ucu SMD bileşenlerini lehimlemek için uygun değildir - onunla lehim yapmayın, yorulursunuz. “Mikrohvil”in sokması çok iyi sonuçlar verir. Bilmeyenler için açıklığın çalışma alanında bir batma var. Yeni bir lehimde oluşturulan kılcal etkiyi açmaya yardımcı olmak için, onu yalnızca uygulamakla kalmaz, aynı zamanda fazlalığı da etkili bir şekilde giderebilirsiniz ("mikro-saç" lehimini denedikten sonra, diğer uçlar kutuda kullanılmadan duruyor).
Lehim.
Herhangi bir özel lehime ihtiyacınız yok; kullandığınız lehimi kullanın. İnce bir atışta çok güçlü toz - dozajı kolaydır. 0,5 mm çapında bir çubuğum var. Kurşunsuz lehim kullanmayın (kurşun kaybı nedeniyle elektronik üreticilerini değiştirme eğiliminde olabilirsiniz). Lehim daha az kurşun aşındırdıkça yüzey geriliminin gücü önemli ölçüde değişir, bu nedenle sıradan bir havya ile lehimleme sorunlu hale gelir.
Ayrıca cımbıza da ihtiyacınız olacak. Burada özel bir özellik yok; sizin için mümkün olduğunca iyi olalım.
Lehimleme teknolojisi daha da basit!
 Temas pedlerinin üzerine bir SMD bileşeni yerleştiriyoruz, nadir akı ile ıslatıyoruz, havya ucunu bileşene uyguluyoruz, uçtan gelen lehim bileşenin kontaklarına ve kartın temas pedlerine akıyor, havyayı çıkarıyoruz. Hazır! Bileşen çok küçük veya büyük olduğundan (sokma her iki tarafa aynı anda zarar vermez), bileşene cımbızla dokunarak cildi yan yana lehimliyoruz.
Temas pedlerinin üzerine bir SMD bileşeni yerleştiriyoruz, nadir akı ile ıslatıyoruz, havya ucunu bileşene uyguluyoruz, uçtan gelen lehim bileşenin kontaklarına ve kartın temas pedlerine akıyor, havyayı çıkarıyoruz. Hazır! Bileşen çok küçük veya büyük olduğundan (sokma her iki tarafa aynı anda zarar vermez), bileşene cımbızla dokunarak cildi yan yana lehimliyoruz.
Bir mikro devreyi lehimlersek, teknoloji budur. Mikro devreyi, bacaklar temas pedleri üzerinde olacak şekilde konumlandırıyoruz, lehimleme alanını akı ile iyice ıslatıyoruz, bir dış bacağı lehimliyoruz ve geri kalan bacaklar pedlere bağlanıyor (lehimli bacağın ah, mikro devreyi "bükmesine" izin veriliyor) muhafaza), Pislyatsky'nin başka bir bacağını lehimliyoruz. Mikro devre güvenli bir şekilde sabitlenmiştir ve diğer bacaklar güvenli bir şekilde lehimlenebilir. Ucu mikro devrelerin tüm bacakları boyunca gezdirerek yavaşça lehimliyoruz. Jumper'lar oluşturulduktan sonra uçtaki fazla lehimi temizlemeniz, jumper'ları nadir akı ile iyice yağlamanız ve parmaklarınızla tekrar üzerinden geçmeniz gerekir. Sümük sokmayı alacak - "sümük" dışarı çıkacak.
Herşey gönlünce olsun! Bu derecelendirme, lehimleme için en iyi lehim pastaları içindir ve elektronik onarımında kullanılan ürünlerin özel benzerliğine dayanmaktadır. Pek çok okuyucu hemen şunu düşünecektir: "İşte bu!" Lehim Ustası havya hakkında yazmak istemeye başladı! Ve haklısın - son 4 yıldır blogda lehimleme işlemi hakkında düzgün bir makale yazılmadı, ancak blogun adı buna benziyor. Biliyorum, tövbe ediyorum, durumdan kurtuluyorum.
Lehimleme süreçleri, lehimleme araçları, lehimleme videoları ve lehimleme dünyasındaki yeni teknolojiler hakkında genel bir bakış yayınlamayı planlıyorum. Ve bugün lehimleme için en iyi 10 akı derecelendirmemi vereceğim. Çeşitli seviyelerdeki elektroniklerin onarımında bilinen uzmanların belirli benzerliklerine ve güçlü yönlerine dayanan bu özellik derecelendirmesi, suçlu gibi görünmemektedir. Hadi gidelim - lehimleme için akı.
Akı, iki metal yüzeyin lehimle lehimlenmesi işleminin gücünü arttırmak için kullanılır ve ısıtıldığında yüzeyi oksit ve yağlı kalıntılardan temizler. İyi bir akı, düşük erime noktası ve düşük akı nedeniyledir, böylece lehimin erime anından önce oksitleri parçalar ve lehimleme işlemi sırasında lehimli bağlantının köşesine nüfuz etmez. Flux'un lehimleme alanındaki lehim ve metal yüzeyini yaymasına ve ıslatmasına izin verilir.
Lehimleme için en iyi lehim pastaları yanmaz ve ısıtıldığında çok az buharlaşır ve ortaya çıkan ürünler ve oksitler bayiler tarafından kolaylıkla görülebilir ve fazlalık görülmezse korozyon olmaz. Bildiğimiz gibi lehim tozları ya aktif (asidik) ya da nötrdür (asidik değildir). Aktif flux, parçalanan ve oksit birikintileri oluşturan çok çeşitli yağlarla aktif olarak etkileşime girer. Bu durumda değerli sağlığımız için gerekli olmayan etkileşim ürünleri ortaya çıkabilir.
Nötr flukslar bu açıdan zararsızdır ancak lehimli yüzeylerin hazırlanmasındaki mükemmel güçleri o kadar parlak değildir. Deri, profesyonel bir araç gibi, eksiksiz bir dizi eylem için gereklidir. Lehimleme ve Ayırma Ustası için en iyi lehim pastalarını, elektronik ekipman tamircileri arasındaki popülerliklerine göre derecelendirmeye başlayacağım.
Onuncu sırada, kendi ellerinizle yapılan aşırı akı çeşitleri - aspirin tabletlerini kolonya, salisilik alkol, eski tuzlu (gereksiz) pillerden elektrolit, meyve suyu, zeytinyağı, gliserinden amonyak içinde parçalayın. Lehimleme için bu tür akı nadiren sıkışır, ancak bunlar hakkında bilmeniz gerekir - uzak bir köyde denizanasının yanında bir havya ile tökezlemeniz durumunda.
Avantajları: Mevcut malzemelerden maliyetsiz standlar yapabilirsiniz.
Nedoliky: Harika bir dizi aktif kimyasal elementten kurum ve fazlalığın transfer edilmemesi.
Ne lehimlenir: metal, paslanmaz çelik, bakır, bronz, çinko, nikrom, gümüş, nikel.
Chim zmivati: Kolonyayı nasıl karıştıracağımı anlamadan meyve suyuyla karıştırıp üzerine dökün. zeytin yağı-Böylece fazlalıkları asetilen ucuyla yakmak daha kolay olur.
Beşinci sırada, tüm zamanların ve halkların en popüler akışı, müzisyenlerin ilham perisi, doğanın hediyesi Bu, reçinenin büyüklüğüdür. Rosin, oleoresin (iğne yapraklı ağaçların reçinesinden, yağ asitleri içermeyebilir), ekstraksiyon (iğne yapraklı terebentin benzini ile ekstraksiyon, daha fazla yağ asidi, daha az oleoresin içerir) ve donyağıdır (sülfatoselüloz fermantasyonu sonrası kalıntılar hafiftir).
Mağazalarda kavanozlarda "çam reçinesi" satılıyor - fiyatı kendiniz söyleyin sakız reçinesi minimum miktarda yağ asidi ile - ne kadar hafif olursa, yağ asitleri o kadar az olur ve bu nedenle, bu tür reçineler kontaklarda lehimlemeden sonra kaybolabilir, dirençli değildirler.
Reçine higroskopik olduğundan suyu yakmaz, ancak ekşiliği yakar, bu nedenle belirsiz reçinedeki aşırı yağ asitleri lehimli temaslar için güvenli olmayabilir, bu nedenle kabloları daha uzak mesafelerden lehimledikten sonra reçineyi yıkamak daha iyidir
Ayrıca lehimleme işleminden önce nadir reçine (zaten alkolle seyreltilmiş) ve reçine jeli (reçine ile karıştırılmış reçine karışımı) elle de uygulayabilirsiniz.
Avantajları: En erişilebilir ve en popüler aktif olmayan akı, sokağa hazır, yıkanamaz, ısıtıldığında güzel kokar.
Nedoliky: Reçinenin viskozitesi düşükse, lehimleme sırasında çok fazla duman görebilirsiniz, çoğu zaman karıştırmanız gerekir, sert reçine kontaklara manuel olarak uygulanmaz - ucu bir havya ile erime noktasına getirin ve bitene kadar devam edin. çıbanlar, ucu iyi bir kız olduğum yere getir.
Ne lehimlenir: bakır dartlar, mikro devrelerin ve radyo elemanlarının kontakları, altın, gümüş, pirinç, çinko. Metal testereyle bol miktarda reçine karıştırarak alüminyum telleri lehimlediler.
Chim zmivati: alkol, alkol-benzin toplamı, benzin, perakendeciler.
Dördüncü sırada, popüler alkol-reçine akı SKF veya FKSP (alkol-reçine lehimleme flux) çeşidi %60-80 alkol ve %20-40 rosin içerir. Bu karışım, reçineyi yaklaşık 1 ila 3 oranında alkol içeriğiyle karıştırarak evde kendi ellerinizle hazırlanabilir. Manuel olarak şırınganın içine dökün ve kapalı bir şırıngada saklandığında şırınga üzerinde kurumaya başlar. .
Avantajları: Uygun fiyatlı ve popüler inaktif flux, uygulaması kolay, fazla karartma gerektirmez.
Nedoliky: Isıtıldığında alkol buharlaşmaya ve köpürmeye başlar.
Ne lehimlenir: bakır dartlar, mikro devrelerin ve radyo elemanlarının altın kaplamalı ve sinterlenmiş kontakları, pirinç, çinko.
Chim zmivati: alkol, perakendeciler, benzin, alkol-benzin toplamı.
Artık lehimleme için en kısa 3 lehim pastasına ulaştık. Ödüllü yerlerde profesyonel fluxlar yetiştirdim, mesela ilkel yaşam gerekli olmayabilir, ancak geminin dingili daha da gereklidir.
Üçüncü bronz yer Amtech RMA-223 ile doldurulmuştur - bu bir jel fluxtur - detaylı reçine ve reçine karışımıdır.
Ayrıca depoda aktivatörler ve havalandırma olabileceğinden şüpheleniyorum. RMA-223 sıklıkla parçalanmıştır alt bölümün en üst işareti– çıkartmanın üzerine yazın küçük yazı tipiyle"Kaliforniya" yerine "Coliformia", ancak şaşırtıcı değil, Çin granüllü fluksunun kullanımı çok kolaydır ve sadece yenisinde ve oturmasında çok sayıda hizmet vardır. Mysku'yu memnun etmek istemiyorum ama bu akışı Alita'ya götürmek yerine bir analog almak istiyorum.
Avantajları: jeli manuel olarak uygulayabilirsiniz, lehimleme iyidir, itmenize gerek yoktur, toz ucuzdur (yaklaşık 200 ruble), ancak onunla lehimleme gerçekten kötü ve parfüm gibi kokar.
Nedoliky: sıklıkla ezilir, reçine varlığından dolayı duman çıkar, fraksiyonun yıkanması gerekir.
Ne lehimlenir: mikro devrelerin ve SMD bileşenlerinin kontakları, görünür radyo elemanları.
Başka bir yerde Sribna madalyası flux EFD 6-412-A Flux-Plus, reçine, dağıtıcı ve aktivatör parçacıklarını birleştiren bir jel fluxtur; birçok usta, mevcut en büyük flux olarak buna güvenmektedir. Lehimlemeden sonra çıkarılamayan şeffaf sert kaplama kaybolur.
Avantajları: bulaşmadan uygulanabilir, az duman çıkarır, mükemmel köpürür, özellikle tabanca ile uygulanması kolaydır.
Nedoliky: Pahalıdır (10 g'lık bir tüp 1.500 rubleye mal olabilir), pis kokar, küçük parçalar israf olur.
Ne lehimlenir: SMD ve BGA bileşenleri çok pahalı olabilir ancak pahalı olabilir.
Chim zmivati: gerekli değildir, ancak isterseniz markalı aerosol Flux OFF, alkol, perakendeciler.
Altın madalya ve reytingdeki birincilik, Rusya'nın en popüler şirketi olarak saygı duyulan flux şirketi Interflux tarafından seçildi. İyi kalite ile birlikte kurşun ve kurşunsuz lehimleme için geniş bir lehim pastası yelpazesi performans özellikleri haklı olarak bu şirketin akışını ilk sıraya koyun.
BGA'lı standart robotlar için reçinesiz Interflux 2005 serisinden ve diğer bileşenlere sahip robotlar için 8300 muhafazalardan memnun kalabilirsiniz.
Avantajları: mükemmel çalışma gücü, lehimlenebilirlik, farklı düzlük ve viskoziteye sahip geniş eritken seçimi.
Nedoliky: Fiyat bir ara faktördür, örneğin 30 g'lık bir tüp 2000 rubleye mal olabilir.
Ne lehimlenir: Temel olarak kurşunsuz ve kurşun lehimleme kabul edilebilir.
Chim zmivati:Çoğunlukla alkol, dağıtıcı ve marka dağıtıcı T2005M kullanmaktan kaçınabilirsiniz.
O halde lehimleme için en iyi 10 lehim pastasını bitirelim. İyi Çinliler, en iyi Almanlar ve Japonlar da dahil olmak üzere pek çok başka akış var, ancak onları denemedim, bu yüzden size onları yeterince anlatamam.
| Konuyla ilgili istatistikler: | |
|
Çam iğnelerinin gücü Dış durgunluk için
Sibirya sediri, derisi ile ünlü, yaprak dökmeyen bir kozalaklı ağaçtır. Glayöl'ü ziyaret edersen
Efsaneye göre gladioli, kaybolan iki arkadaşın kılıçlarından yetişmiştir. Tsibul ailesi: çeşitlerin tanımı ve özellikleri, dikim ve gözlem Tsibul ailesi nasıl yetiştirilir
Birçok bahçıvan enerjisini aileyi büyütmek ve ona değer vermek için harcamaz. | |




