вибір читачів





Популярні статті
Гладка арматура є більш універсальним матеріалом, якщо порівнювати її з аналогічними виробами з рифленим профілем. Але незважаючи на універсальність такої арматури, її не рекомендується використовувати в тих випадках, якщо необхідно створити залізобетонні конструкції, що відрізняються підвищеною міцністю. На сьогоднішній день проводиться кілька типів гладкої арматури, що розрізняються як технологією виготовлення, так і класом своєї міцності.
Сталева арматура - це основний елемент, що використовується для ефективного армування конструкцій, що виготовляються з бетону. За допомогою таких металевих прутків підсилюють міцність частин будівельних споруд (перекриттів, фундаментів, колон), одиничних деталей (балок, плит, елементів сходових прольотів), а також різноманітних виробів, що виготовляються з бетону (стовпів, труб, плит перекриття та ін.).
Кращими властивостями зчеплення з бетоном володіє сталева арматура з рифленим профілем, тому саме її застосовують для створення конструкцій, до яких пред'являються підвищені вимоги по їх міцності, надійності та довговічності. Тим часом вартість рифленою арматури вище, ніж ціна виробів з гладким профілем, тому використання останніх у багатьох ситуаціях, коли вони в змозі забезпечити необхідні характеристики бетонних конструкцій, є більш економічно доцільним.
Практично не обійтися без гладкої арматури, якщо створюються бетонні вироби декоративного призначення і слабо навантажуються в процесі експлуатації. До подібних виробів, зокрема, відносяться: короткі стовпи і негабаритні колони, пороги, стяжка підлоги і стін, будівельні блоки, тротуарна плитка та ін. За допомогою гладкої сталевої арматури також армують шви кладок між цеглинами і будівельними блоками, чим значно збільшують їх міцність і, відповідно, покращують характеристики і стійкість стін споруджуваного будови. При такому армуванні гладкі сталеві прутки можуть бути покладені в шви розчинів в якості окремих елементів або бути ув'язані в армуючої сітки.
Універсальність гладкою сталевої арматури полягає ще і в тому, що такий елемент застосовують не тільки з метою поліпшення характеристик міцності різних виробів з бетону, але і для вирішення ряду інших завдань. Найбільш поширеними сферами застосування цієї арматури є:

Фіксатори воріт, зроблені з звареної буквою «Г» гладкої арматури
Стандартом, де містяться вимоги до технічних та іншим характеристикам найпоширеніших типів арматури гладкого типу, є ГОСТ 5781-82. Положеннями цього ГОСТ обумовлюються вимоги до виробів зі сталі, що має круглий перетин і періодичний або гладкий профіль. Призначенням подібних сталевих виробів, як зазначено в ГОСТ, є армування звичайних, а також заздалегідь напружених конструкцій, вироблених з бетону.
Державний стандарт 5781-82 підрозділяє арматурну сталь на ряд типів, в залежності від міцності, механічних, а також інших властивостей даного матеріалу:

За позначенню класу матеріалу, який видно в дужках, можна дізнатися таку його характеристику, як межа плинності. Взагалі, поруч з літерним позначенням зазначений не сам межа плинності стали для виробництва арматури певного класу, що вимірюється в кгс / мм 2, а його значення, збільшене в 10 раз. Так, для сталі класу А1 (А240) межа плинності становить 24 кгс / мм2, а для матеріалу класу А2 (А300) - 30 кгс / мм2.
За ГОСТ 5781-82 тільки арматура класу А1 випускається з гладким профілем, а вироби всіх інших категорій - з періодичним. Тим часом ГОСТ також обумовлює можливість виробництва з гладким профілем сталевої арматури класів A2-A5, якщо цього побажає замовник.


Серед споживачів арматурної продукції найбільшою популярністю користується арматура, що відноситься до классуA-I. Вона випускається тільки з профілем гладкого типу. Саме з цієї причини положеннями ГОСТ передбачено виробництво арматури всіх інших класів переважно з періодичним профілем.
Висока популярність арматури класу А1 обумовлена \u200b\u200bтим, що тільки механічні властивості, а також інші характеристики матеріалу, що використовується для її виготовлення, дають можливість скористатися всіма перевагами, наданими гладким профілем. Вуглецева сталь марок Ст3сп, Ст3пс і Ст3кп, з якої виготовляється класу А-I, Робить такий виріб по-справжньому універсальним. Ця сталева арматура непогано гнеться, відмінно зварюється і легко піддається іншим методам обробки.
Відповідно до ГОСТ 5781-82 арматурну продукцію інших класів виробляють з вуглецевої сталі з більш високими характеристиками міцності або з низьколегованих сталевих сплавів. Так, матеріалами для отримання арматури різних типів є:
Якщо хімічний склад низьколегованих сталей, що застосовуються для випуску арматурних виробів, обмовляється положеннями ГОСТ 5781-82, то для вуглецевих сталей діють норми іншого стандарту: 380.
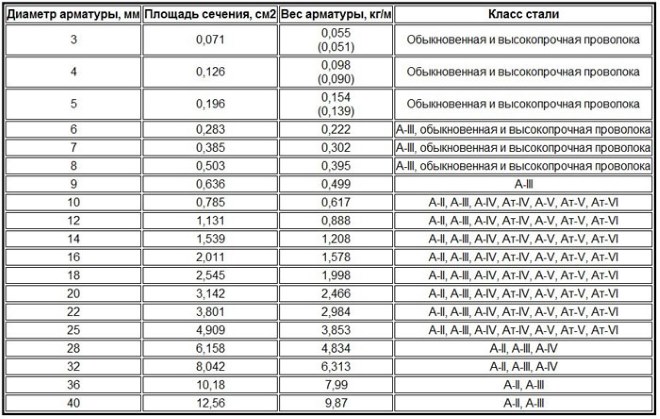
ГОСТ 5781-81 обумовлює не тільки технічні та інші параметри арматурних виробів гладкого профілю, а й їх сортамент, який включає в себе 20 типорозмірів такої арматури. Так, положеннями ГОСТ передбачається випуск гладкої арматури наступних діаметрів: 6, 8, 10, 12, 14, 16 мм, а також 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 55, 60, 70 і 80 мм. Площа перерізу арматури кожного типорозміру і її питому масу (теоретичні) теж можна дізнатися з положень ГОСТ 5781-82. Для прикладу, теоретична вага арматури, диметр якої становить 16 мм, дорівнює 1,58 кг, а вироби з діаметром 80 мм - 39,46 кг.
Стандартом обумовлюються і правила позначення арматурних виробів, в якості прикладів яких можна роздивитися маркування нижченаведених елементів:
16-A-I (А240) ГОСТ 5781-82 - арматурний пруток діаметром 16 мм, що відповідає класу A-I;
22-A-IV (А600) ГОСТ 5781-82 - арматурний пруток класу A-IV, діаметр якого становить 22 мм.
У таблиці, де представлений весь сортамент гладкої арматури, можна дізнатися все розміри, відповідні кожному класу виробів, а також їх технічні характеристики.

Відхилення, які може мати по своєму номінальному діаметру, обумовлюються положеннями стандарту 2590. Його вимогам повинен відповідати весь гарячекатаний прокат круглого перетину, діаметр якого знаходиться в інтервалі 5-270 мм. Обумовлюється стандартом і такий параметр круглих арматурних прутків, як їх овальність, платила б наступним чином: береться різниця між найбільшим і найменшим значеннями фактичних діаметрів профілю, вимірюваних в одному перерізі. Така різниця, згідно з вимогами ГОСТ, не повинна бути більше суми допусків (плюсового і мінусового), обумовлених для даного діаметра.
Арматурну сталь, що відноситься до різних класів, а також різного діаметру, виробники випускають в наступному вигляді:

Довжина стержнів арматури, яка може перебувати в інтервалі 6-12 м, також повинна відповідати певним вимогам. Так, стрижні можуть відпускатися замовнику мірної і немірної довжини, допускаються також партії мірної довжини, де міститься не більше 15% немірних стрижнів, довжина яких не менше 2 метрів. Нормативним документом допускається, що за попередньою домовленістю із замовником прутки гладкої арматури можуть нарізатися довжиною, що знаходиться в інтервалі 5-25 м.
На довжину мірної продукції, яка може відповідати звичайній або підвищеної точності, стандартом обумовлюються нижченаведені допуски:
Обумовлюється стандартом і кривизна сталевих арматурних прутків, даний параметр не повинен бути більше 0,6% їх довжини. Гладкі арматурні прутки зі сталі A-I-A-IV не піддають подальшої термічної обробки, а для виробів класу A-V, Виробники виконують низькотемпературний відпустку. Таку термічну обробку відповідно до ГОСТ можна не виконувати, якщо після випробувань, які необхідно провести протягом 12-ти годин після випуску виробів, величина відносного подовження арматури становить не менше 9%, а рівномірного - мінімум 2%.

ГОСТ на, як уже йшлося вище, обумовлює різні технічні характеристики і механічні властивості виробів. З усіма з таких характеристик і властивостей можна ознайомитися, вивчивши відповідні таблиці, але для інформації розглянемо деякі з них.
До таких параметрів гладкої арматури, як тимчасовий опір розриву, мінімальне відносне і рівномірне подовження, стандарт обумовлює нижченаведені вимоги:

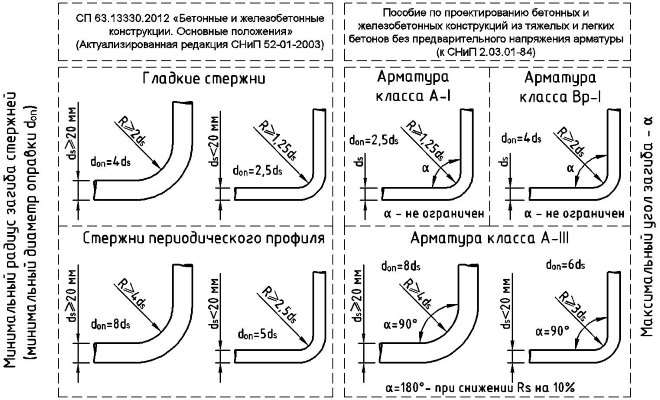
Сталеву арматуру гладкого типу піддають випробуванням на вигин, при цьому для кожного класу використовують оправлення з різними параметрами:
Параметри випробувань на вигин для арматури різних діаметрів також різняться. Так, для виробів класу A-I (поперечний розмір перевищує 20 мм) вигин виконують на оправці, діаметр якої дорівнює 2d; для елементів класу A-II (діаметр також перевищує 20 мм) використовується оправлення з діаметром, рівним 4d. Отримані в процесі таких випробувань показники повинні мати значення не менше 0,95 від величин, обумовлених в ГОСТ 5781-82.
Обумовлює ГОСТ і стан поверхні арматурних прутків, яка не повинна містити на собі гуркотів тріщин і пошкоджень, що утворюються від напруги, так званих прокатних полон, рванина і заходів. Окремі відбитки, раскатні напливи, забруднення, невеликі ділянки корозії, чешуйчатость і рябизна на поверхні прутків все ж можуть бути присутніми. Якість і простота зварюваності арматурних прутків буде повністю залежати від хімічного складу стали, а також від технології їх виготовлення.
Сталеві арматурні вироби з гладким профілем, які додатково проходять зміцнення термомеханическим способом, випускаються по ГОСТ 10884-94. вимоги даного нормативного документа поширюються на вироби з поперечним розміром 6-40 мм, які використовуються для армування бетонних конструкцій.
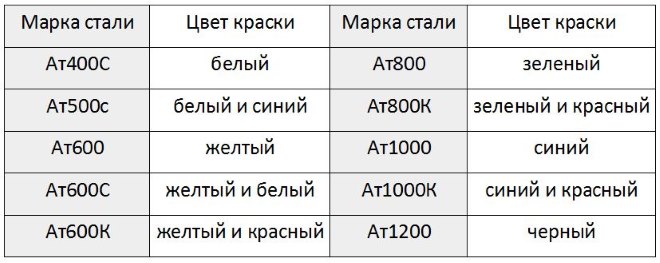
Зміцнена арматура зі сталі також представлена \u200b\u200bкількома класами, на які вона поділяється, в залежності від нижченаведених параметрів.
Так, в залежності від перерахованих вище параметрів, зміцнена арматура гладкого типу представлена \u200b\u200bнаступними класами: Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат800, Ат800К, Ат1000, Ат1000К, Ат1200.
За стандартом 10884-94 переважно випускаються вироби з періодичним профілем. Виняток можуть становити лише вироби класу Ат800 і з більш високим рівнем міцності, які за погодженням виробника і замовника можуть виготовлятися з гладким профілем. Якщо зміцнена арматура випускається з гладким профілем, то її важливі технічні параметри: вага, площа перетину, допуски на відхилення маси і геометричних параметрів, кривизна, овальність виробів та ін. Повинні укладатися в рамки вимог ГОСТ 5781-82.
Різних класів гладкою зміцненої арматури відповідають нижченаведені діаметри виробів:
Довжина стержнів гладкою зміцненої арматури, яка обмовляється на стадії розміщення замовлення, може бути мірної (5,5-13,5 м) і припустимо мірної (довжина до 26 м). Допустимі відхилення довжини прутків такої арматури також повинні відповідати вимогам стандарту 5781-82.
Правила маркування гладкої арматури, що відноситься до зміцнення типу, нічим не відрізняються від порядку позначення елементів, які відносяться до звичайної категорії.

Арматурні вироби зміцненого типу виготовляються виключно з низьколегованих сталей:
Зміцнена арматура гладкого типу за такими параметрами, як тимчасовий опір на розрив (Н / мм2), межа плинності (Н / мм2), відносне і рівномірне подовження (%) повинна відповідати нижченаведеним величинам:
Гладку арматуру цих типів також перевіряють на вигин, для чого використовують оправлення, діаметр якої дорівнює 5d, а сам виріб згинають на кут 450.
Дуже важливою вимогою до зміцненої арматури, що виготовляється з гладким профілем, є те, що такі вироби не повинні руйнуватися навіть після 2-х мільйонів циклів прикладається до них напруги, величина якого повинна бути не менше 70% від значення граничної міцності на розрив (номінального) , чому відповідає матеріал виготовлення стержня.(Голосів: 2 , Середня оцінка: 5,00 з 5)
Гарячекатана кругла сталь гладкого і періодичного профілю, призначена для армування звичайних і попередньо напружених залізобетонних конструкцій (арматурна сталь) здійснюється згідно з ГОСТ 5781-82.
Класифікація та СОРТАМЕНТ
Залежно від механічних властивостей арматурна сталь підрозділяється на класи:
Арматурна сталь виготовляється в стрижнях або мотках. Арматурна сталь виготовляється:
На вимогу споживача сталь класів А-II (А300), A-III (А400), A-IV (А300) і A-V (А800) виготовляють гладкою.
Таблиця 1. Номери профілів, площі поперечного перерізу, маса 1 м довжини арматурної сталі гладкого і періодичного профілю (ГОСТ 5781-82)
| номер профілю | Маса 1м, кг | номер профілю | Площа поперечного перерізу, см2 | Маса 1м, кг | |
|---|---|---|---|---|---|
| 6 | 0,283 | 0,222 | 28 | 6,160 | 4,830 |
| 8 | 0,503 | 0,395 | 32 | 8,040 | 6,310 |
| 10 | 0,785 | 0,617 | 36 | 10,180 | 7,990 |
| 12 | 1,131 | 0,888 | 40 | 12,570 | 9,870 |
| 14 | 1,540 | 1,210 | 45 | 15,000 | 12,480 |
| 16 | 2,010 | 1,580 | 50 | 19,630 | 15,410 |
| 18 | 2,540 | 2,000 | 55 | 23,760 | 18,650 |
| 20 | 3,140 | 2,470 | 60 | 28,270 | 22,190 |
| 22 | 3,800 | 2,980 | 70 | 38,480 | 30,210 |
| 25 | 4,910 | 3,850 | 80 | 50,270 | 39,460 |
Примітки.
Маса 1 м профілю обчислена за номінальними розмірами при щільності сталі, що дорівнює 7,85 г / см3.
Імовірність забезпечення маси 1 м повинна бути не менше 0,9.
Номінальні діаметри періодичних профілів повинні відповідати номінальних діаметрів рівновеликих по площі поперечного перерізу гладких профілів.
Граничні відхилення діаметра гладких профілів повинні відповідати ГОСТ 2590 для звичайної точності прокатки.
Арматурна сталь періодичного профілю являє собою круглі профілі з двома поздовжніми ребрами і поперечними виступами, що йдуть по трехзаходной гвинтовий лінії. Для профілів діаметром 6 мм допускаються виступи, що йдуть по однозаходной гвинтовий лінії, діаметром 8 мм - по двухзаходной гвинтовий лінії.
Арматурна сталь класу А-II (А300), виготовлена \u200b\u200bв звичайному виконанні, профілем, наведеними на рис. 1а, і спеціального призначення Ас-II (Ас300) профілем, наведеними на рис. 2а, повинна мати виступи, що йдуть по гвинтових лініях з однаковим заходом на обох сторонах профілю.
Сталь класу A-III (А400), яку виготовляють профілем, наведеними на рис. 1 б, і класів A-IV (А600), A-V (А800), A-VI (А1000) профілем, наведеними на рис. 1 б, 2 б, повинна мати виступи по гвинтових лініях, що мають з одного боку профілю правий, а з іншого - лівий заходи.
Арматурну сталь спеціального призначення класу Ас-II (Ас300) виготовляють профілями, наведеними на рис. 1а або 2а. Профіль, наведений на рис. 2а, спеціального призначення виготовляється за узгодженням виготовлювача зі споживачем. Форма і розміри профілів, наведених на рис. 2а і 2б, можуть уточнюватися.
Таблиця 2. Розміри арматурної сталі, наведеної на рис. 1 а, б (ГОСТ 5781-82)
| d, мм | d- |, мм | Номер профілю (номінальний діаметр d H), мм | d, мм | d- |, мм | ||
|---|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 | |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 | |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 | |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 | |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 | |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 | |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 | |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 | |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 | |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
Арматурну сталь класів A-l (А240) і А-II (А300) діаметром до 12 мм і класу A-III (А400) діаметром до 10 мм включно, виготовляють в мотках або стрижнях, великих діаметрів - в стрижнях.
Арматурну сталь класів A-IV (А600), A-V (А800) і А-VI (А1000) всіх розмірів виготовляють в стрижнях, діаметром 6 і 8 мм виготовляють за узгодженням виготовлювача зі споживачем у мотках.
Стрижні виготовляють довжиною від 6 до 12 м:
У партії стрижнів немірної довжини допускається наявність стрижнів довжиною від 3 до 6 м не більше 7% від маси партії.
Таблиця 3. Розміри арматурної сталі, наведеної на рис. 2 а, б (ГОСТ 5781-82)
| Номер профілю (номінальний діаметр d H), мм | d, мм | d 1, мм | Номер профілю (номінальний діаметр d H), мм | d, мм | d, мм | |
|---|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 | |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 | |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 | |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 | |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 | |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 | |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 | |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 | |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 | |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
Таблиця 4. Марки низьколегованої і вуглецевої сталі, що застосовуються для виготовлення арматури (ГОСТ 5781-82)
| Клас арматурної сталі | Діаметр профілю, мм | Марка сталі |
|---|---|---|
| A-l (А240) | 6-40 | СтЗкп, СтЗпс, СтЗсп |
| A-lI (А300) | 10-40 40-80 | Ст5сп, Ст5пс 18Г2С |
| Ас-II (Ас300) | 10-32 (36-40) | 10ГТ |
| A-III (А400) | 6-40 6-22 | 35ГС, 25Г2С, 32Г2Рпс |
| A-IV (А600) | 10-18 (6-8) | 80С |
| 10-32 (36-40) | 20ХГ2Ц | |
| A-V (А800) | (6-8) 10-32 (36-40) | 23Х2Г2Т |
| A-VI (А1000) | 10-22 | 22X2Г2АЮ, 22X2Г2Р, 20Х2Г2СР |
Примітки.
Допускається виготовлення арматурної сталі класу A-V (A800) зі сталі марок 22Х2Г2АЮ, 22Х2Г2Р і 20Х2Г2СР.
Розміри, зазначені в дужках, виготовляють за узгодженням виготовлювача зі споживачем.
Арматурну сталь класів Al (А240), А-II (А300), A-III (А400), A-IV (A600) виготовляють гарячекатаної, класу AV (А800) - з низькотемпературним відпусткою, класу A-VI (А1000) - з низькотемпературним відпусткою або термомеханічної обробкою в потоці прокатного стану.
Допускається не проводити низькотемпературний відпустку стали класів A-V (А800) і A-VI (А1000) за умови отримання відносного подовження не менше 9% і рівномірного подовження не менше 2% при випробуванні протягом 12 годин після прокатки.
Сталь арматурна діаметром 20 мм, класу А-II (А300):
20-A-II ГОСТ 5781-82
Сталь арматурна діаметром 18 мм, класу A-l (А240):
18-A-I ГОСТ 5781-82
Примітка.
В позначенні стрижнів класу А-II (А300) спеціального призначення додається індекс «с»: Ас-II (Ас300).
Компанія Метсервіс спеціалізується на виробництві і реалізації ПНД труб на території Далекого Сходу. Головний офіс знаходиться у Владивостоці, поставки здійснюються в Магадан, Південно-Сахалінськ, Петропавловськ-Камчатський, Владивосток. Підприємство динамічно розвивається, асортимент постійно розширюється. Поліетиленові труби у Владивостоці і в інших містах доставляється до місця призначення, надається допомога в різанні і ув'язці. Замовлення виконуються точно в термін, терміни доставки мінімальні.
Пропонуємо замінити сталеві труби поліетиленовими. Наша компанія готова виготовити на сучасному обладнанні поліетиленові труби від 20 до 500 мм з робочим тиском до 1,6 МПа. Продукція, що виготовляється відповідає ГОСТ ГОСТ Р50838-2009 "Труба поліетиленова для газопроводів" та ГОСТ 18599-2001 "Труба поліетиленова для водопроводів". У короткі терміни виготовимо великі обсяги ПЕ труби. Відправляємо трубу контейнерами по всьому Далекому Сходу.
СТАЛЬ гарячекатана для армування залізобетонних КОНСТРУКЦІЙ
Технічні умови
ГОСТ 5781-82
II. ПЕРІОДИЧНІ ПРОФІЛІ
НАЦІОНАЛЬНИЙ СТАНДАРТ УКРАЇНИ
Термін дії з 01.07.83 до 01.07.94
Цей стандарт поширюється на гарячекатану круглу сталь гладкого і періодичного профілю, призначену для армування звичайних і попередньо напружених залізобетонних конструкцій (арматурна сталь).
У частині норм хімічного складу низьколегованих сталей стандарт поширюється також на злитки, блюмів і заготовки.
1.1. Залежно від механічних властивостей арматурна сталь підрозділяється на класи A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурна сталь виготовляється в стрижнях або мотках. Арматурну сталь класу A-I (A240) виготовляють гладкою, класів А-II (А300), А-III (А400), A-IV (A600), A-V (A800) і A-VI (A1000) - періодичного профілю.
На вимогу споживача сталь класів А-II (А300), А-III (А400), A-IV (A600) і A-V (A1000) виготовляють гладкою.
1.1, 1.2. (Змінена редакція, Зм. № 5).
1.3. Номери профілів, площі поперечного перерізу, маса 1 м довжини арматурної сталі гладкого і періодичного профілю, а також граничні відхилення по масі для періодичних профілів повинні відповідати зазначеним в табл. 1.
1.4. Номінальні діаметри періодичних профілів повинні відповідати номінальних діаметрів рівновеликих по площі поперечного перерізу гладких профілів.
Таблиця 1
|
Номер профілю (номінальний діаметр стрижня dн) |
Площа поперечного перерізу стрижня, см2 |
Маса 1 м профілю |
|
|---|---|---|---|
|
Теоретична, кг |
Граничні відхилення,% |
||
| 6 | 0,283 | 0,222 | +9,0 -7,0 |
| 8 | 0,503 | 0,395 | |
| 10 | 0785 | 0,617 | +5,0 -6,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0 -5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,010 | 6,310 | +3,0 -4,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 -4,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.5. Маса 1 м профілю обчислена за номінальними розмірами при щільності сталі, що дорівнює 7,85 × 103 кг / м3. Імовірність забезпечення маси 1 м повинна бути не менше 0,9.
(Змінена редакція, Зм. № 3).
1.6. Граничні відхилення діаметра гладких профілів повинні відповідати ГОСТ 2590-88 для звичайної точності прокатки.
1.7. Арматурна сталь періодичного профілю являє собою круглі профілі з двома поздовжніми ребрами і поперечними виступами, що йдуть по трехзаходной гвинтовий лінії. Для профілів діаметром 6 мм допускаються виступи, що йдуть по однозаходной гвинтовий лінії, діаметром 8 мм-по двухзаходной гвинтовий лінії.
1.8. Арматурна сталь класу А-II (А300), виготовлена \u200b\u200bв звичайному виконанні, профілем, наведеними на рис. 1 a, І спеціального призначення (Ас-II) (Ас300) профілем, наведеними на рис. 2а, повинна мати виступи, що йдуть по гвинтових лініях з однаковим заходом на обох сторонах профілю.
Сталь класу A-III (A400), яку виготовляють профілем, наведеними на рис. 1 б, І класів A-IV (A600), A-V (A800), A-VI (A1000) профілем, наведеними на рис. 1 б, 2б, повинна мати виступи по гвинтових лініях, що мають з одного боку профілю правий, а з іншого-лівий заходи.

Арматурну сталь спеціального призначення класу Ас- II (Ас300) виготовляють профілями, наведеними на рис. 1 а або 2 а.
Профіль, наведений на рис. 2 а, Спеціального призначення виготовляється за узгодженням виготовлювача зі споживачем. Форма і розміри профілів, наведених на рис. 2 а і б, Можуть уточнюватися.
1.9. Розміри і граничні відхилення розмірів арматурної сталі періодичного профілю, що виготовляється по рис. 1 а і б, Повинні відповідати наведеним у табл. 2, а по рис. 2 а і б-наведені в табл. 3.
Таблиця 2
Розміри, мм
|
Номер профілю (номінальний діаметр dн) |
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
|
Перед. откл |
Перед. откл |
|||||||||
| 6 | 5,75 | 0,5 | ± 0,25 | 6,75 | 0,5 | 5 | 0,5 | 1?0 | 0,75 | |
| 8 | 7,5 | 0,73 | 9,0 | 0,75 | 5 | 0,75 | 1,25 | 1,1 | ||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 | |
| 14 | 13,0 | -0,5 | 1,25 | 15,5 | 1,25 | 7 | 1,0 | 2,0 | 1,9 | |
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
| 18 | 17,0 | 1,5 | ± 0,5 | 20,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 20 | 19,0 | 1,5 | 22,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
| 22 | 21,0 | +0,4 | 1,5 | 24,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 25 | 24,0 | -0,5 | 1,5 | 27,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 1,5 | 2,5 | 3,0 | ||
| 32 | 30,5 | 2,0 | 34,5 | 2,0 | 10 | 2,0 | 3,0 | 3,0 | ||
| 36 | 34,5 | +0,4 | 2,5 | ± 0,7 | 39,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 |
| 40 | 38,5 | -0,7 | 2,5 | 43,5 | 2,5 | 12 | 2,0 | 3,0 | 3,5 | |
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 3,0 | 54,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 55 | 53,0 | +0,4 | 3,0 | 59,0 | 3,0 | 15 | 2,5 | 4,0 | 4,5 | |
| 60 | 68,0 | 1,0 | 3,0 | ± 1,0 | 64,0 | 3,0 | 15 | 2,5 | 4,0 | 5,0 |
| 70 | 68,0 | +0,5 | 3,0 | 74,0 | 3,0 | 15 | 2,5 | 4,5 | 5,5 | |
| 80 | 77,5 | -1,1 | 3,0 | 83,5 | 3,0 | 15 | 2,5 | 4,6 | 5.5 | |
Примітка. На вимогу споживача граничні відхилення розміру d 1 не повинні перевищувати граничних відхилень dплюс подвоєні граничні відхилення h.
Таблиця 3
Розміри, мм
|
Номер профілю (номінальний діаметр d н) |
a, град |
||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Перед. викл. |
Перед. викл. |
||||||||||||
| 10 | 8,7 | 1,6 | ± 0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 1,6 | 13,8 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 2,0 | 11 | |||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 18 | 10,2 | 2,5 | +0,65 | 21,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 20 | 18,2 | 2,5 | -0,85 | 23,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | 50 | |
| 22 | 20,3 | +0,4 | 2,5 | 25,3 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | ||
| 25 | 23,3 | -0,5 | 2,5 | 28,3 | 2,5 | 1,0 | 1,5 | 14 | 1,2 | 2,0 | 14 | ||
| 28 | 25.9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 14 | 1,2 | 2,5 | 14 | |||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 1,2 | 2,0 | 16 | 1,5 | 3,0 | 14 | |
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | |
| 40 | 37,6 | 3,5 | 44,6 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | |||
1.10. Відносні зміщення гвинтових виступів по сторонам профілю, поділюваних поздовжніми ребрами, не нормуються.
Розміри, на які не встановлені граничні відхилення, приведені для побудови калібру і на готовому профілі немає перевіряються.
1.11. Овальність гладких профілів (різницю найбільшого і найменшого діаметрів в одному перерізі) не повинна перевищувати суми плюсового і мінусового граничних відхилень по діаметру.
1.9-1.11. (Змінена редакція, Зм. № 3).
1.12. Арматурну сталь класів А-I (А240) і А-II (А300) діаметром до 12 мм і класу А-III (А400) діаметром до 10 мм включно виготовляють у мотках або стрижнях, великих діаметрів-в стрижнях. Арматурну сталь класів A-IV (A600), A-V (A800) і A-VI (A1000) всіх розмірів виготовляють в стрижнях, діаметром 6 і 8 мм виготовляють за узгодженням виготовлювача зі споживачем у мотках.
1.13. Стрижні виготовляють довжиною від 6 до 12 м:
У партії стрижнів немірної довжини допускається наявність стрижнів довжиною від 3 до 6 і не більше 7% від маси партії.
За погодженням виробника зі споживачем допускається виготовлення стрижнів від 5 до 25 м.
1.14. Граничні відхилення по довжині мірних стрижнів повинні відповідати наведеним в табл. 4.
Таблиця 4
Стрижні підвищеної точності виготовляють на вимогу споживача.
1.15. Кривизна стрижнів не повинна перевищувати 0,6% вимірюваної довжини.
Приклади умовних позначень
Арматурна сталь діаметром 20 мм, класу A-II (А300):
20-A-II (A300) ГОСТ 5781-82
Арматурна сталь діаметром 18 мм, класу A-I (А240):
18-A-I (А240) ГОСТ 5781-82.
В позначенні стрижнів класу A-II спеціального призначення додається індекс з: Ас- II.
(Змінена редакція, Зм. № 4).
2.1. Арматурну сталь виготовляють відповідно до вимог даного стандарту за технологічним регламентом, затвердженим в установленому порядку.
2.2. Арматурну сталь виготовляють з вуглецевої і низьколегованої сталі марок, зазначених у табл. 5. Марка стали вказується споживачем в замовленні. При відсутності вказівки марку стали встановлює підприємство-виробник. Для стрижнів класу A-VI (А1000) марки стали встановлюють за погодженням виробника зі споживачем.
Таблиця 5
| Клас арматурної сталі | Діаметр профілю, мм | Марка сталі |
|---|---|---|
| A-I (A240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| А-II (А300) | 10-40 | Ст5сп, Ст5пс |
| 10-80 | 1НГ2С | |
| Ас-II (Ас300) | 10-32 | 10ГТ |
| (36-40) | ||
| А-III (А400) | 6-40 | 35ГС, 25Г2С |
| 6-22 | 32Г2Рпс | |
| 10-18 | 80С | |
| A -IV (А600) | (6-8) | |
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| (6-8) | ||
| А-V (А800) | 10-32 | 23Х2Г2Т |
| (36-40) | ||
| A-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примітки:
1. Допускається виготовлення арматурної сталі класу A-V (А800). З стали марок 22Х2Г2АЮ, 22Х2Г2Р і 20Х2Г2СР.
2. Розміри, зазначені в дужках, виготовляють за узгодженням виготовлювача зі споживачем.
(Змінена редакція, Зм. № 3, 4).
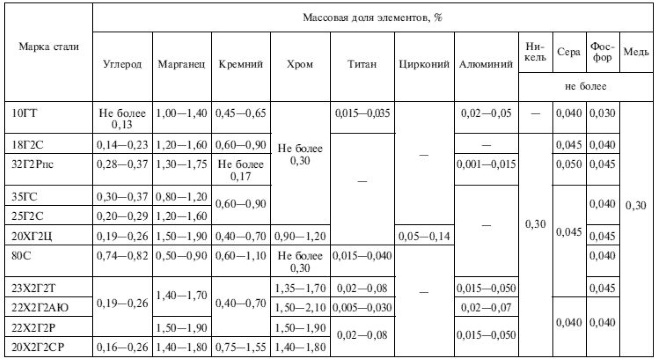
2.3. Хімічний склад арматурної вуглецевої сталі повинен відповідати ГОСТ 380-88, низьколегованої сталі-нормам, наведеним у табл. 6.
Таблиця 6
марки стали |
Масова частка елементів,% |
|||
|---|---|---|---|---|
|
Марганець |
||||
| 10ГТ | Не більше 0,13 | 1,00-1,40 | 0,45-0,65 | Не більше 0,30 |
| 18Г2С | 0,14-0,23 | 1,20-1,60 | 0,60-0,90 | Не більше 0,30 |
| 32Г2Рпс | 0,28-0,37 | 1,30-1,75 | Не більше 0,17 | Не більше 0,30 |
| 35ГС | 0,30-0,37 | 0,80-1,20 | 0,60-0,90 | Не більше 0,30 |
| 25Г2С | 0,20-0,29 | 1,20-1,60 | 0,60-0,90 | Не більше 0,30 |
| 20ХГ2Ц | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 0,90-1,20 |
| 800 | 0,74-0,82 | 0,50-0,90 | 0,60-1,10 | Не більше 0,30 |
| 23Х2Г2Т | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,35-1,70 |
| 22Х2Г2АЮ | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,50-2,10 |
| 22Х2Г2Р | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 1,50-1,90 |
| 20Х2Г2СР | 0,16-0,26 | 1,40-1,80 | 0,75-1,55 | 1,40-1,80 |
Продовження табл. 6
марки стали |
Масова частка елементів,% |
||||||
|---|---|---|---|---|---|---|---|
цирконій |
алюміній |
||||||
| 10ГТ | 0,015-0,035 | - | 0,02-0,05 | 0,0-10 | 0,030 | 0,30 | |
| 18Г2С | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 32Г2Рпс | - | - | 0,001-0,015 | 0,30 | 0,050 | 0,045 | 0,30 |
| 35ГС | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 25Г2С | - | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 20ХГ2Ц | - | 0,05-0,14 | - | 0,30 | 0,045 | 0,045 | 0,30 |
| 80С | 0,015-0,040 | - | - | 0,30 | 0,045 | 0,040 | 0,30 |
| 23Х2Г2Т | 0,02-0,08 | - | 0,015-0,050 | 0,30 | 0,045 | 0,045 | 0,30 |
| 22Х2Г2АЮ | 0,005-0,030 | - | 0,02-0,07 | 0,30 | 0,040 | 0,040 | 0,30 |
| 22Х2Г2Р | 0,02-0,08 | - | 0,015-0,050 | 0,30 | 0,040 | 0,040 | 0,30 |
| 20Х2Г2СР | 0,02-0,08 | - | 0,05-0,050 | 0,30 | 0,040 | 0,040 | 0,30 |
2.3.1. У стали марки 20ХГ2Ц допускається збільшення масової частки хрому до 1,7% і заміна цирконію на 0,02-0,08% титану. У стали марки 23Х2Г2Т допускається заміна титану на 0,05-0,10% цирконію. В цьому випадку в позначенні стали марки 20ХГ2Ц замість букви Ц ставлять букву Т, стали марки 23Х2Г2Т замість букви Т ставлять букву Ц.
У стали марки 32Г2Рпс допускається заміна алюмінію титаном або цирконієм в рівних одиницях.
2.3.2. Масова частка азоту в стали марки 22Х2Г2А10 повинна складати 0,015-0,030%, масова частка залишкового азоту в стали марки 10ГТ - більш 0,008%.
2.3.3. Масова частка бору в стали марок 22Х2Г2Р, 20Х2Г2СР і 32Г2Рпс повинна бути 0,001-0,007%. У стали марки 22Х2Г2АЮ допускається добавка бору 0,001-0,008%.
2.3.4. Допускається добавка титану в сталь марок 18Г2С, 25Г2С, 35ГС з розрахунку його масової частки в готовому прокаті 0,01-0,03%, в сталь марки 35ГС з розрахунку його масової частки в готовому прокаті, виготовленому в мотках, 0,01-0 , 06%.
2.4. Відхилення за хімічним складом в готовому прокаті з вуглецевих сталей-за ГОСТ 380-88, з низьколегованих сталей при дотриманні норм механічних властивостей - по табл. 7. Мінусові відхилення за вмістом елементів (крім титану і цирконію, а для марки стали 20Х2Г2СР кремнію) не обмежують.
Таблиця 7
| елементи | Граничні відхилення,% |
|---|---|
| вуглець | +0,020 |
| кремній | +0,050 |
| Марганець | +0,100 |
| хром | +0,050 |
| мідь | +0,050 |
| сірка | +0,005 |
фосфор |
+0,005 |
| +0,010 | |
| цирконій | -0,020 |
| Титан | ± 0,010 |
Примітка. За погодженням виробника зі споживачем сталь може виготовлятися з іншими відхиленнями за змістом хрому, кремнію і марганцю.
(Змінена редакція, Зм. № 3).
2.5. Арматурну сталь класів А-I (А240), А- II (А300), A-III (А400), A-IV (А600) виготовляють гарячекатаної, класу AV (А800) - з низькотемпературним відпусткою, класу A-VI (A1000) - з низькотемпературним відпусткою або термомеханічної обробкою в потоці прокатного стану.
Допускається не проводити низькотемпературний відпустку стали класів A-V (А800) і A-VI (A1000) за умови отримання відносного подовження не менше 9% і рівномірного подовження не менше 2% при випробуванні протягом 12 годин після прокатки.
2.6. Механічні властивості арматурної сталі повинні відповідати нормам, зазначеним у табл. 8.
Таблиця 8
|
Клас арматурної сталі |
межа плинності sт |
Тимчасовий опір розриву sв |
Відносне подовження d5, % |
рівномірний подовження d r, % |
Ударна в'язкість при температурі-60 ° С |
Випробування на вигин і в холодному стані ( зтовщина відправки, dдіаметр стержня) |
||||
|---|---|---|---|---|---|---|---|---|---|---|
|
кгс × м / см2 |
||||||||||
| A-I (А240) | 235 | 24 | 373 | 38 | 25 | - | - | - | 180 °; c= d | |
| A-II (А300) | 295 | 30 | 490 | 50 | 19 | - | - | - | 180 °; з = 3d | |
| Ас-II (Ас300) | 295 | 30 | 441 | 45 | 25 | - | 0,5 | 5 | 180 °; c= d | |
| A-III (А400) | 390 | 40 | 590 | 60 | 14 | - | - | - | 90 °; з = 3d | |
| A-IV (А600) | 590 | 60 | 883 | 90 | 6 | 2 | - | - | 45 °; з = 5 d | |
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | 2 | - | - | 45 °; з = 5d | |
| A-VI (А1000) | 980 | 100 | 1230 | 125 | 6 | 2 | - | - | 45 °; з = 5d | |
Примітки:
1. За погодженням виробника зі споживачем допускається не проводити випробування на ударну в'язкість арматурної сталі класу Ас-II (Ас300).
2. (Виключено, Змін. № 3).
3. Для арматурної сталі класу А-IV (А600) діаметром 18 мм стали марки 80С норма вигину в холодному стані встановлюється не менше 30 °.
4. Для арматурної сталі класу A-I (А240) діаметром понад 20 мм при вигині в холодному стані на 180 ° з = 2d, Класу A-II (А300) діаметром понад 20 мм з = 4d.
5. У дужках вказані умовні позначення за межею текучості.
(Змінена редакція, Зм. № 1, 3).
Для сталі класу А-II (А300) діаметром понад 40 мм допускається зниження відносного подовження на 0,25% на кожен міліметр збільшення діаметра, але не більше ніж на 3%.
Для сталі класу Ас-II (Ас300) допускається зниження тимчасового опору до 426 МПа (43,5 кгс / мм2) при відносному подовженні: d 530% і більше.
Примітки:
1. S-среднеквадратіческое відхилення в генеральної сукупності випробувань;
Sо-среднеквадратіческое відхилення в партії-плавці;
Середнє значення в генеральній сукупності випробувань;
Мінімальне середнє значення в партії-плавці.
2. Для арматурної сталі в мотках діаметром 6 і 8 мм допустимо підвищення норм Sі Sо на 4,9 МПа (0,5 кгс / мм2).
3. (Виключено, Змін. № 5).
Імовірність забезпечення механічних властивостей, зазначених у табл. 8, повинна бути не менше 0,95.
2.8. На поверхні профілю, включаючи поверхню ребер і виступів, не повинно бути розкатаних тріщин, тріщин напруги, рванина, прокатних полон і заходів.
Допускаються дрібні пошкодження ребер і виступів, в кількості не більше трьох на 1 м довжини, а також незначна іржа, окремі розкатані забруднення, відбитки, напливи, сліди розкатаних бульбашок, рябизна і чешуйчатость в межах допустимих відхилень за розмірами.
(Змінена редакція, Зм. № 2).
2.9. Зварюваність арматурної сталі всіх марок, крім 80С, забезпечується хімічним складом і технологією виготовлення.
2.10. вуглецевий еквівалент ![]() для свариваемой стрижневий арматури з низьколегованої сталі класу А-III (А400) повинен бути не більше 0,62.
для свариваемой стрижневий арматури з низьколегованої сталі класу А-III (А400) повинен бути не більше 0,62.
3.1. Арматурну сталь приймають партіями, що складаються з профілів одного діаметра, одного класу, однієї плавки-ковша та оформленими одним документом про якість.
Маса партії повинна бути до 70 т.
Допускається збільшувати масу партії до маси плавки-ковша.
3.2. Кожна партія супроводжується документом про якість за ГОСТ 7566-81 з додатковими даними:
3.3. Для перевірки розмірів і якості поверхні відбирають:
(Змінена редакція, Зм. № 3).
3.4. Для перевірки хімічного складу проби відбирають по ГОСТ 7565-81.
Масову частку алюмінію виробник визначає періодично, але не рідше одного разу на квартал.
3.5. Для перевірки на розтягнення, вигин і ударну в'язкість від партії відбирають два стержня.
Для підприємства-виготовлювача інтервал відбору стрижнів повинен бути не менше половини часу, витраченого на прокатку одного розміру профілю однієї партії.
(Змінена редакція, Зм. № 3).
3.6. При отриманні незадовільних результатів випробувань хоча б по одному з показників повторні випробування проводять по ГОСТ 7566-81.
4.1 Хімічний аналіз стали проводять по ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 або іншими методами, що забезпечують необхідну точність.
4.2. Діаметр і овальність профілів вимірюють на відстані не менше 150 мм від кінця стрижня або на відстані не менше 1500 мм від кінця мотка при масі мотка до 250 кг і не менше 3000 мм при масі мотка більше 250 кг.
4.3. Розміри перевіряють вимірювальним інструментом необхідної точності.
4.4. Від кожного відібраного стрижня для випробування на розтяг, вигин і ударну в'язкість відрізають по одному зразку.
4.5. Відбір проб для випробування на розтяг, вигин і ударну в'язкість проводять по ГОСТ 7564-73.
4.6. Випробування на розтягнення проводять по ГОСТ 12004-81.
4.7. Випробування на вигин проводять по ГОСТ 14019-80 на зразках перетином, рівним перетину стрижня.
Для стрижнів діаметром понад 40 мм допускається випробування зразків, розрізаних вздовж осі стрижня, на оправці, діаметром, зменшеним удвічі в порівнянні з вказаними в табл. 4, з додатком зусилля вигину з боку розрізу.
4.8. Визначення ударної в'язкості проводять по ГОСТ 9454-78 на зразках з концентратором виду U типу 3 для стрижнів діаметром 12-14 мм і зразках типу 1 для стрижнів діаметром 16 мм і більше. Зразки виготовляють відповідно до вимог ГОСТ 9454-78.
4.9. Допускається застосовувати статистичні і руйнівні методи контролю механічних властивостей і маси профілів.
4.10. Кривизна стрижнів вимірюється на довжині поставляється профілю, але не коротше 1 м.
4.11. Визначення статистичних показників механічних властивостей відповідно до обов'язкового додатка 2.
4.12. Якість поверхні перевіряють без застосування збільшувальних приладів.
4.10-4.12. (Введено додатково, Змін. № 3).
4.13. Вимірювання висоти поперечних виступів періодичного профілю слід проводити по вертикальній осі поперечного перерізу арматурного прокату.
(Введено додатково, Змін. № 4).
5.1. Упаковка, маркування, транспортування і зберігання-за ГОСТ 7500-81 з доповненнями:
На зв'язки фарба наноситься смугами шириною не менше 20 мм на бічну поверхню по колу (не менше 1/2 довжини окружності) на відстані не більше 500 мм від торця.
На мотки фарба наноситься смугами шириною не менше 20 мм поперек витків з зовнішньої сторони мотка.
На неупаковані продукцію фарба наноситься на торець або на бічну поверхню на відстані не більше 500 мм від торця.
(Змінена редакція, Зм. № 3, 5).
1. Підприємство-виробник гарантує споживачеві середні значення тимчасового опору sві межі текучості (фізичного sті умовного s0,2) В генеральній сукупності- iі мінімальні середні значення цих же показників в кожній партії-плавке- i; значення яких встановлюють з умов:
де х i б p-браковочние значення величин s в, s 0,2, Зазначені в табл. 8 цього стандарту;
t- величина квантиля, яка приймається 2 для класів A-II (А300) і A-III (А400) та 1,64 для стрижнів класів A-IV (А600), A-V (А800) і A-VI (А1000).
2. Контроль якості показників механічних властивостей продукції на підприємстві-виробнику.
2.1. Необхідні показники якості профілів забезпечується дотриманням технології виробництва і контролюються випробуванням згідно вимог п. 3.5, пп. 4.4-4.8.
2.2. Величини,, Sі S провстановлюються відповідно до результатів випробувань і положень додатка 2.
3. Контроль якості показників механічних властивостей продукції на підприємстві-споживачі.
3.1. Споживач при наявності документа про якість на продукцію вищої категорії якості може не проводити випробування механічних властивостей.
3.2. При необхідності перевірки механічних властивостей від кожної партії проводиться випробування шести зразків, узятих з різних пакетів або мотків і від різних профілів, і за результатами перевіряється виконання умов
де в - середнє значення механічних властивостей за результатами випробувань шести зразків;
tmin- мінімальне значення результатів випробувань шести зразків.
3.3. Мінімальні значення відносного подовження d 5і рівномірного подовження d rповинні бути не менше значень, наведених в табл. 8.
(Змінена редакція, Зм. № 3).
Справжня методика поширюється на гарячекатаний, прискорено-охолоджений, термомеханически і термічно зміцнений прокат періодичного профілю, виготовленого в мотках або стрижнях.
Методика застосовується при оцінці надійності механічних властивостей у кожній партії-плавці і стали в цілому, контролю стабільності технологічного процесу.
1. Для визначення статистичних показників механічних властивостей (межі текучості фізичного sтабо умовного s0,2, Тимчасового опору розриву sв) Використовуються контрольні результати випробувань, починається генеральне сумами.
2. Відповідність механічних властивостей прокату вимогам нормативно-технічної документації визначається на підставі статистичної обробки результатів випробувань, що утворюють вибірку з генеральної сукупності. Всі висновки, результати і висновки, зроблені на підставі вибірки, відносяться до всієї генеральної сукупності.
3. Вибірка-сукупність результатів контрольних випробувань, що утворюють інформаційний масив, що підлягає обробці.
До вибірки входять результати здавальних випробувань прокату одного класу, однієї марки і способу виплавки, прокатаної на один або групи близьких профілерозмірів.
4. Вибірка, на підставі якої проводиться розрахунок статистичних показників, повинна бути представницької і охоплювати досить тривалий проміжок часу, але не менше трьох місяців, протягом якого технологічний процес не змінюється. При необхідності проміжок часу для вибірки можна збільшити. Перевірка однорідності вибірки по нормативно-технічної документації.
5. Кількість партій-плавок в кожній вибірці повинно бути не менше 50.
6. При формуванні вибірки необхідно дотримуватися умова випадкового відбору проб від партії-плавки. Оцінка анормальну результатів випробувань проводиться по нормативно-технічної документації.
7. При статистичній обробці визначається середнє значення, середньоквадратичне відхилення S кожної вибірки (генеральної сукупності), середнє квадратичне відхилення всередині партії-плавки Sо, А також середньоквадратичне відхилення плавковим середніх S1. величина S1визначається за формулою
величини, S визначаються по нормативно-технічної документації.
8. Перевірку стабільності характеристик і S проводять відповідно до ОСТ 14-34-78.
9. Величина Soвизначається для прискорено-охолодженої, термомеханически і термічно зміцненої арматурної сталі тільки експериментальним методом, для гарячекатаної-експериментальним методом і методом розмаху по формулі, де і S vвідповідно середнє значення і середньоквадратичне відхилення розподілу розмаху по двом випробувань від партії. Мінімальне значення Sодорівнює 1.
10. Визначення величини Sоекспериментальним методом проводиться не менше ніж на двох плівках для кожної марки стали, класу і профілерозмірів прокату шляхом випадкового відбору не менше 100 проб від кожної плавки.
11. Величина мінімального середнього значення міцності sт(s0,2), sв в кожній партії-плавці 2 визначається з умови i= - t× S 1 , де t- величина квантиля 1,64 для ймовірності 0,95.
12. Мінімальне значення результатів випробувань на розтяг двох зразків ( n\u003d 2) кожної партії, що піддається контролю, має бути не менше xmin, Що визначається за формулою
![]() .
.
13. Для забезпечення гарантії споживачеві механічних властивостей повинні задовольнятися такі умови:
де xi бр-браковочное значення sт(s0,2) і sв, Вказане у відповідній нормативно-технічної документації.
(Введено додатково, Змін № 3).
1. Класифікація і сортамент
2. Технічні вимоги
3. Правила приймання
4. Методи випробувань
5. Упаковка, маркування, транспортування і зберігання
Додаток 1 обов'язкове.Вимоги до статистичних показників механічних властивостей
Додаток 2 обов'язкове. Методика визначення статистичних показників міцності механічних властивостей прокату гарячекатаного для армування залізобетонних конструкцій.
ІНФОРМАЦІЙНІ ДАНІ
1. РОЗРОБЛЕНО І ВНЕСЕНО Міністерством чорної металургії СРСР, Держбудом СРСР
РОЗРОБНИКИ
Н. М. Воронцов, Канд. техн. наук; І. С. Гринь, Канд. техн. наук; К. Ф. Перетятько; Г. І. Снімщікова; Л. Г. Великих, Е. Д. Гавриленко; канд. техн. наук; К. В.Михайлов, Д-р техн. наук; С. А. Мадатян, Канд. техн. наук; Н. М. Мулин, Канд. техн. наук; В. З. Мєшков, Канд. техн. наук; Б. П. Горячев, Канд. техн. наук; Б. Н. Фрідлянов; В. І. Петіна
2. ЗАТВЕРДЖЕНО І ВВЕДЕНО В ДІЮ Ухвалою Державного комітету СРСР по стандартах від 17.12. № 4800
3. Натомість ГОСТ 5.1459-72, ГОСТ 5781-75
4. НОРМАТИВНО-ТЕХНІЧНІ ДОКУМЕНТИ
| Позначення ВТД, на який дано посилання | номер пункту |
| ГОСТ 380-88 | 2.3, 2.4 |
| ГОСТ 2590-88 | 1.6 |
| ГОСТ 7564-73 | 4.5 |
| ГОСТ 7565-81 | 3.4 |
| ГОСТ 7566-81 | 3.2, 3.6, 5.1 |
| ГОСТ 9454-78 | 4.8 |
| ГОСТ 12004-81 | 4.6 |
| ГОСТ 123.14-88 | 4.1 |
| ГОСТ 12348-78 | 4.1 |
| ГОСТ 12350-78 | 4.1 |
| ГОСТ 12352-81 | 4.1 |
| ГОСТ 12355-78 | 4 1 |
| ГОСТ 12356-81 | 4.1 |
| ГОСТ 14019-80 | 4.7 |
| ГОСТ 18895-81 | 4.1 |
| ОСТ 14-34-78 | Додаток 2 |
5. ПЕРЕВИДАННЯ з Змінами № 1, 2, 3, 4, 5, затвердженими в лютому 1984 р, червні 1987 р грудні 1987 р жовтні 1989 р, в грудні 1990 р (ІКС 5-84, 11- 87, 3-88, 1-90, 3-91).
3.1. Арматурну сталь приймають партіями, що складаються з профілів одного діаметра, одного класу однієї плавки-ковша та оформленими одним документом про якість.
Маса партії повинна бути до 70 т.
Допускається збільшувати масу партії до маси плавки-ковша.
3. 2. Кожна партія супроводжується документом про якість за ГОСТ 7566-81 з додатковими даними:
номер профілю;
клас;
мінімальне середнє значення X і среднеквадратические відхилення S 0 в партії величин σ T (σ 0,2) і σ B;
результати випробувань на вигин в холодному стані;
значення рівномірного подовжень для сталі класу A - IV (А600), A-V (800), A-VI (A1000).
3.3. Для перевірки розмірів і якості поверхні відбирають:
при виготовленні арматурної сталі в стрижнях - не менше 5% від партії;
при виготовленні в мотках - два мотка від кожної партії.
3 4. Для перевірки хімічного складу проби відбирають по ГОСТ 7565-81.
Масову частку алюмінію виробник визначає періодично, але не рідше одного разу на квартал.
3.5. Для перевірки на розтягнення, вигин і ударну в'язкість від партії відбирають два стержня
Для підприємства - виробника інтервал відбору стрижнів повинен бути не менше половини часу, витраченого на прокатку одного розміру профілю однієї партії
3 6 Якщо отриманні незадовільних результатів випробувань хоча б по одному з показників повторні випробування проводять по ГОСТ 7566-81.
4.1. Хімічний аналіз стали проводять по ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 або іншими методами, що забезпечують необхідну точність.
4.2. Діаметр і овальність профілів вимірюють на відстані не менше 150 мм від кінця стрижня або на відстані не менше 1500 мм від кінця мотка при масі мотка до 250 кг і не менше 3000 мм при масі мотка більше 250 кг.
4.3. Розміри перевіряють вимірювальним інструментом необхідної точності.
4.4. Від кожного відібраного стрижня для випробування на розтяг, вигин і ударну в'язкість відрізають по одному зразку.
4.5. Відбір проб для випробування на розтяг, вигин і ударну в'язкість проводять по ГОСТ 7564-73.
4.6. Випробування на розтягнення проводять по ГОСТ 12004-81.
4.7. Випробування на вигин проводять по ГОСТ 14019-80 на зразках перетином, рівним перетину стрижня.
Для стрижнів діаметром понад 40 мм допускається випробування зразків, розрізаних вздовж осі стрижня, на оправці, діаметром, зменшеним удвічі в порівнянні з вказаними в табл. 4, з додатком зусилля вигину з боку розрізу.
4.8. Визначення ударної в'язкості проводять по ГОСТ 9454-78 на зразках з концентратором виду U типу 3 для стрижнів діаметром 12-14 мм і зразках типу 1 для стрижнів діаметром 16 мм і більше. Зразки виготовляють відповідно до вимог ГОСТ 9454-78.
4.9. Допускається застосовувати статистичні і руйнівні методи контролю механічних властивостей і маси профілів.
4.10. Кривизна стрижнів вимірюється на довжині поставляється профілю, але не коротше 1 м.
4.11. Визначення статистичних показників механічних властивостей відповідно до обов'язкового додатка 2.
4.12. Якість поверхні перевіряють без застосування збільшувальних приладів.
4.13. Вимірювання висоти поперечних виступів періодичного профілю слід проводити по вертикальній осі поперечного перерізу арматурного прокату.
5.1. Упаковка, маркування, транспортування і зберігання - по ГОСТ 7566-81 з доповненнями:
кінці стрижнів з низьколегованих сталей класу А-IV (А600) повинні бути пофарбовані червоною фарбою, класу А-V - червоною і зеленою, класу А-VI (А1000) - червоної та синьої. Допускається фарбування зв'язок на відстані 0,5 м від кінців;
стрижні упаковують в зв'язки масою до 15 т, перев'язані дротом або катанкою. На вимогу споживача стрижні упаковують в зв'язки масою до 3 і 5 т.
На зв'язки фарба наноситься смугами шириною не менше 20 мм на бічну поверхню по колу (не менше 1/2 довжини окружності) на відстані не більше 500 мм від торця.
На мотки фарба наноситься смугами шириною не менше 20 мм поперек витків з зовнішньої сторони мотка.
На неупаковані продукцію фарба наноситься на торець або на бічну поверхню на відстані не більше 500 мм від торця.
На ярлику, прикріпленому до кожної зв'язці стрижнів, наносять прийняте позначення класу арматурної сталі (наприклад, А-III) або умовне позначення класу за межею текучості (А400).
| Статті по темі: | |
|
Терміни сходів сальвії. Сальвія, вона ж шавлія. Хвороби і шкідники коренів: симптоми і лікування
Не у всіх вистачає терпіння вирощувати розсаду сальвії самостійно .... Квітка Сальвія - прикраса саду
Вміст Шавлія на латині називається Salvia, саме під таким ... Квітка Сальвія - прикраса саду
У сальвії красиві квіти, листя і форма куща. Вона виглядає благородно ... | |




