вибір читачів





Популярні статті
Температура пайки - важливий момент в роботі пайовика, від якого залежить якісне з'єднання металу. Даний показник повинен бути вище за аналогічний показник повного розплавлення тинолем. У деяких випадках, показник може перебувати між лінією ликвидус і лінією солидус.
Спираючись на теорію, припій повинен бути повністю розплавлений до того моменту, як він заповнить зазор і розподілиться в з'єднанні під впливом капілярних сил. У зв'язку з цим температура ліквідусу тинолем може бути найнижчою, застосовуваної для такого процедури, як високотемпературна пайка. У свою чергу, всі деталі повинні нагріватися до цієї температури або більш високою.
Не можна бути впевненим в тому, що всі внутрішні, а також зовнішні частини деталей нагріваються тільки до даної температури. Швидкість нагріву, місце розташування, маса металевих деталей, а також коефіцієнт термічного розширення паяється - все це фактори, які визначають в деталі розподіл тепла.
В умовах швидкого місцевого нагріву деталей температурний розподіл нерівномірно, температура зовнішніх поверхонь істотно вище, ніж внутрішніх. Під час повільного нагріву і рівномірного розподілу тепла, розподіл теплової енергії в паяних вузлі відбувається більш рівномірно.
Під час змочування з'єднується металу за допомогою розплавленого припою може мати місце розчинення тинолем основного металу або дифузія компонентів тинолем в основний метал. Додатково до всього, дифузія мають найбільшу ймовірність утворення в тому випадку, якщо тиноль разом з основним металом подібні за хімічним складом.
На розчинення і дифузія можуть бути впливові такі чинники:
У рідкісних випадках протягом пайки через місцевої дифузії тинолем між зернами основного матеріалу відбувається розтікання матеріалу, що залежить від внутрішньої напруги. Надмірна дифузія тинолем в основному металі з великою ймовірністю може впливати на механічні та фізичні властивості металу.
Таким чином, тонкі частини основного матеріалу - найбільш вразлива зона паяного з'єднання. В даному місці через ерозії можуть утворюватися наскрізні раковини. Варто відзначити, що розчинення основного металу тинолем змінює температуру його ликвидуса, тим самим може привести до недостатнього заповнення зазору між деталями.
Для зменшення дифузії або розчинення є кілька сплавів, які застосовуються в якості тинолем. Припої набувають рідку суміш при досягненні температури нижче дієвої температури ліквідусу. Завдяки приспіваю подібного складу високотемпературна пайка проводиться успішно також за тих обставин, коли температура з'єднання металів не дійшла до лінії ліквідусу.
Нижній підігрів дає можливість зменшити тепловідвід від компонента в smd-плату, тим самим знижуючи потрібну температуру інструменту для пайки. Під час використання повітряних методик заміни компонентів нижній підігрів здатний зменшувати або виключати зовсім викривлення smd-плати, яке цілком може статися через одностороннього нагріву за допомогою гарячого повітря.
Крім усього, друковані плати, виконані на основі кераміки, перед процедурою пайки потребують плавному попередньому нагріванні внаслідок чутливості даних матеріалів до перепадів температур.
Спираючись на спосіб подачі теплової енергії, можна виділити інфрачервоні, а також конвекційні нижні підігрівачі. Перші пристосування часто складаються з декількох кварцових ламп, які є яскраво виражене червоне свічення. Щодо конвекційних пристосувань, то вони можуть працювати шляхом застосування примусової конвекції.
Розглянуті smd-компоненти є досить крихкими, і в умовах впливах вібраційної нестабільності (при механічних ударах) можуть тріскатися. Ще одним мінусом smd-компонентів є непереносимість перегріву під час пайки, через що часто виникають мікротріщини, помітити які практично неможливо. Найнеприємніше, мабуть, в цій справі - то, що дізнаєшся про тріщини в smd-компонентах під час експлуатації. Перевірити наявність тріщин в smd-деталях можна за допомогою звичайного мультиметра.
Таким чином, з'єднувати smd-деталі можна за допомогою паяльної станції, а також паяльника. Певна частина пайовиків стверджує, що паяти компоненти простіше паяльною станцією зі стабілізованою температурою. Однак якщо паяльної станції немає, вирішити питання можна за допомогою паяльника, включаючи його допомогою регулятора. Варто зазначити, що без регулятора у звичайного паяльника температура його наконечника (жала) досягає температури 400 гр. С. показник під час роботи з smd-компонентами повинен складати 260-270 гр. С.
Оптимальна температура нагріву жала паяльника, а також необхідна потужність під час ручної пайки - показники, які залежать від конструктивних особливостей паяльника, яку вони виконують завдання. У роботі з безсвинцевої припоями трубчастої форми, які мають температуру плавлення близько 217-227 гр. З, мінімальний показник нагріву жала паяльника становить 300 гр. С.

Протягом пайки необхідно всіляко уникати надмірного перегріву жала паяльника, а також тривалого впливу жала на метал. У більшості випадків під час роботи з припоями, до складу яких не входить свинець, і традиційним тинолем, найбільш підходящим є нагрівання жала паяльника до температури 315-370 гр. С.
У певних ситуаціях відмінні результати при пайку smd-компонентів можуть виходити під час короткочасного нагрівання (тривалість впливу жала паяльника до 0,5 секунди), а також при нагріванні жала паяльника до показника від 340 до 420 гр. С.
Порядок пайки smd-компонентів:
Існує чотири секрету якісно виконання пайки, подальшої тривалої експлуатації деталі. Розглянемо їх докладніше.
Основоположні якісного з'єднання:
Як стає зрозуміло, від температури нагріву деталей, а також ступеня прогрівання паяльника дуже багато залежить. Також слід знати температуру плавлення деяких олов'яно-свинцевих припоїв.
| маркування припою | температура плавлення (° С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знання технологічної складової пайки дозволяє пайовику здійснювати з'єднання деталей на довгий час, що є відмінною якістю для справжнього професіонала. Таким чином, високотемпературна пайка буде показувати відмінну результативність.
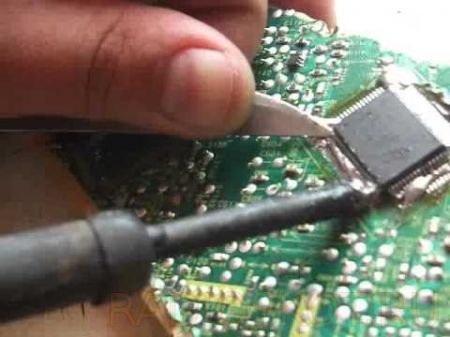
Іноді трапляється так, що необхідно терміново припаяти SMD-елемент, але під рукою немає спеціальних інструментів. Тільки звичайний паяльник, припой і каніфоль. В цьому випадку, припаяти мініатюрний SMD-елемент складно, але можна, якщо знати певні особливості такої пайки.
Жодна людина не здатна зробити так, щоб інструмент (будь-який - не тільки паяльник) НЕ тремтів в руках. Колись давно я читав про майстрів, які малюють мініатюрні картини або розпису. Там була описана технологія, якою вони користуються в роботі. Суть її в тому, що необхідно узгоджувати руху кисті з ударами серця. Від ударів серця власне і відбувається неминуче тремтіння рук.
Не потрібно боротися з тремтінням - це марно. Потрібно навчитися під неї підлаштовуватися.
Коли птах будує гніздо, то вставляючи чергову гілку, вона робить короткі і множинні руху дзьобом. Навіть якщо потрібно підправити вже вставлену в гніздо гілочку, кожну дію птах виробляє здійснюючи кілька дрібних і точних рухів. По правді кажучи ці рухи не завжди точні, але в сумі все ж дають потрібний результат.
Головна помилка багатьох новачків в тому, що вони при пайку намагаються зробити довге і безперервний рух. Це марно. Секрет в тому, що необхідно робити короткі руху (в ідеалі вони узгоджуються з ударами серця, але спеціально концентруватися на цьому не потрібно, - з часом це повинно вийде звісно ж).
Головні труднощі пайки SMD-елементів звичайним паяльником - в тому, щоб утримати деталь пінцетом.
Тобто на самому початку пайки головна увага має бути сконцентрована на зусилля руки, що тримає пінцет. Тут важливо також вибрати правильний кут огляду, щоб чітко бачити наскільки рівно деталь лягла на своє місце.
При цьому не завадить знати один маленький секрет.
На самому початку деталь досить лише злегка " прихопити". Не потрібно намагатися відразу припаяти її з першої сторони! Гарна пайка вимагає перенесення уваги на сам процес пайки - концентрація уваги на пінцеті втрачається ...
Таким чином спочатку тільки прихоплює деталь з одного кінця.
Прихопивши деталь - позбавляємося від пінцета, І припаюємо другу сторону деталі. І тільки потім повертаємося до остаточної пайку першої сторони.
Не варто забувати, що майданчики під елемент на платі повинні бути рівні. Якщо там був припій - потрібно акуратно видалити його надлишки перед пайкою, інакше деталь після пайки залишиться "перекошеною".
Отже, коли деталь прихвачена, то зрушити її вже неможливо (якщо тільки не перегрівати або не докладати відчутно великих зусиль). Це дозволяє відволіктися від її утримання, і сконцентруватися на пайку з іншого кінця, після чого повернутися до першого.
Таким чином, пайка відбувається в три етапи:
Всі використовувані інструменти - прості і грубі, включаючи саморобну пензлик з волосіні (якої я промиваю місце пайки спиртом). Каніфоль - звичайна, "камінцем". Паяльник - 25 ват.
ДО РЕЧІ! Найкращий паяльник для "ніжних" деталей той, на якому каніфоль "димить", але не встигає перекіпеть повністю на жалі протягом приблизно 7 секунд. Якщо каніфоль википає протягом 2-3 секунд, то жало паяльника має занадто високу температуру і може пошкодити SMD-елемент.
Пайка проведена не ідеально, але я і хотів, щоб була відображена звичайнісінька прийнятна пайка, нехай навіть з деякими незначними помарками (зачіпання сусідній майданчики, капання надлишку каніфолі), чому посприяла камера, через яку довелося тримати інструменти майже на витягнутих руках. Проте ця пайка - нормальна і суть методики тут була продемонстрована.
Рекомендую розгорнути відео на весь екран і встановити якість "Full HD" в налаштуваннях відеоролика.
Пайка smd деталей без фену
Всі розуміють, як можна за допомогою звичайного паяльника ЕПСН, потужністю 40 ват, і мультиметра, самостійно ремонтувати різну електронну техніку, з похідними деталями. Але такі деталі зараз зустрічаються, в основному тільки в блоках харчування різної техніки, І тому подібних силових платах, де протікають значні струми, і присутня висока напруга, а все плати управління, зараз йдуть на SMD елементній базі.
Так як же бути, якщо ми не вміємо демонтувати і впаивать назад SMD радіодеталі, адже тоді мінімум 70% від можливих ремонтів техніки, ми вже самостійно не зможемо виконати ... Хто небудь, не надто глибоко знайомий з темою монтажу і демонтажу, можливо скаже , для цього необхідні паяльна станція і паяльний фен, різні насадки і жала до них, безотмивочний флюс, типу RMA-223, тощо, чого в майстерні домашнього майстра зазвичай не буває.

У мене є вдома в наявності, паяльна станція і фен, насадки і жала, флюси, і припій з флюсом різних діаметрів. Але як бути, якщо тобі раптом буде потрібно полагодити техніку, на виїзді на замовлення, або в гостях у знайомих? А розбирати, і привозити дефектну плату додому, або в майстерню, де є в наявності відповідне паяльне обладнання, незручно, з тих чи інших причин? Виявляється вихід є, і досить простий. Що нам для цього потрібно?
Що потрібно для пайки?
1. Паяльник ЕПСН 25 ват, з жалом заточеним в голку, для монтажу нової мікросхеми.

2. Паяльник ЕПСН 40-65 ват з жалом заточеним під гострий конус, для демонтажу мікросхеми, із застосуванням сплаву Розі або Вуда. Паяльник, потужністю 40-65 ват, потрібно включити обов'язково через Діммер, пристрій для регулювання потужності паяльника. Можна такий як на фото нижче, дуже зручно.

3. Сплав Розі або Вуда. Відкушуємо шматочок припою бокорезами від крапельки, і кладемо прямо на контакти мікросхеми з обох сторін, в разі якщо вона у нас, наприклад в корпусі Soic-8.

4. Демонтажні обплетення. Потрібно для того, щоб видалити залишки припою з контактів на платі, а також на самій мікросхемі, після демонтажу.

5. Флюс СКФ (спіртоканіфольний флюс, потовчене в порошок, розчинена в 97% спирті, каніфоль), або RMA-223, або подібні флюси, бажано на основі каніфолі.

6. Видаляч залишків флюсу Flux Off, або 646 розчинник, і маленька пензлик, з щетиною середньої жорсткості, якою користуються зазвичай в школі, для зафарбовування на уроках малювання.

7. Трубчастий припій з флюсом, діаметром 0.5 мм, (бажано, але не обов'язково такого діаметру).

8. Пінцет, бажано загнутий, Г - подібної форми.

Розпаювання планарних деталей
Отже, як відбувається сам процес? Ми відкушуємо маленькі шматочки припою (сплаву) Розі або Вуда. Наносимо наш флюс, рясно, на всі контакти мікросхеми. Кладемо по крапельці припою Розі, з обох сторін мікросхеми, там де розташовані контакти. Включаємо паяльник, і виставляємо за допомогою підсвічування, потужність орієнтовно ват 30-35, більше не рекомендую, є ризик перегріти мікросхему при демонтажі. Проводимо жалом нагрівшись паяльника, уздовж всіх ніжок мікросхеми, з обох сторін.
Демонтаж за допомогою сплаву Розі.
Контакти мікросхеми у нас при цьому замкнуться, але це не страшно, після того як демонтуємо мікросхему, ми легко за допомогою демонтажной обплетення, приберемо надлишки припою з контактів на платі, і з контактів на мікросхемі.
Отже, ми взялися за нашу мікросхему пінцетом, по краях, там де відсутні ніжки. Зазвичай довжина мікросхеми, там де ми притримуємо її пінцетом, дозволяє одночасно водити жалом паяльника, між кінчиками пінцета, поперемінно з двох сторін мікросхеми, там де розташовані контакти, і злегка тягнути її вгору пінцетом. За рахунок того що при розплавленні сплаву Розі або Вуда, які мають дуже низьку температуру плавлення, (близько 100 градусів), щодо безсвинцевого припою, і навіть звичайного ПОС-61, і зміщуючись з припоєм на контактах, він тим самим знижує загальну температуру плавлення припою .
![]()
Демонтаж мікросхем за допомогою обплетення.
І таким чином мікросхема у нас демонтується, без небезпечного для неї перегріву. На платі у нас утворюються залишки припою, сплаву Розі і безсвинцевого, у вигляді липких контактів. Для приведення плати в нормальний вигляд ми беремо демонтажні оплетку, якщо флюс рідкий, можна навіть вмочити її кінчик в неї, і кладемо на утворилися на платі "соплі" з припою. Потім прогреваем зверху, придавивши жалом паяльника, і проводимо опліткою уздовж контактів.

Випоювання радіодеталей з опліткою.
Таким чином весь припій з контактів вбирається в оплетку, переходить на неї, і контакти на платі виявляються очищеними повністю від припою. Потім цю ж процедуру, потрібно проробити з усіма контактами мікросхеми, якщо ми збираємося запаювати мікросхему в іншу плату, або в цю ж, наприклад після прошивання за допомогою програматора, якщо це мікросхема Flash пам'яті, яка містить прошивку BIOS материнської плати, або монітора, або який або іншої техніки. Цю процедуру, потрібно виконати, щоб очистити контакти мікросхеми від надлишків припою.
Після цього наносимо флюс заново, кладемо мікросхему на плату, маємо її так, щоб контакти на платі суворо відповідали контактам мікросхеми, і ще залишалося небагато місця на контактах на платі, по краях ніжок. З якою метою ми залишаємо це місце? Щоб можна було злегка торкнувшись контактів, жалом паяльника, припаяти їх до плати. Потім ми беремо паяльник ЕПСН 25 ват, або подібний малопотужний, і торкаємося двох ніжок мікросхеми розташованих по діагоналі.

Припаювання SMD радіодеталей паяльником.
В результаті мікросхема у нас виявляється "прихвачена", і вже не зрушиться з місця, так як розплавився припой на контактних майданчиках, буде тримати мікросхему. Потім ми беремо припій діаметром 0.5 мм, з флюсом усередині, підносимо його до кожного контакту мікросхеми, і торкаємося одночасно кінчиком жала паяльника, припою, і кожного контакту мікросхеми.
Використовувати припій більшого діаметру, не рекомендую, є ризик навісити "сопла". Таким чином, у нас на кожному контакті "осідає" припій. Повторюємо цю процедуру з усіма контактами, і мікросхема впаяна на місце. При наявності досвіду, всі ці процедури реально виконати за 15-20 хвилин, а то й за менший час.
Нам залишиться тільки змити з плати залишки флюсу, розчинником 646, або отмивочного засобом Flux Off, і плата готова до тестів, після просушування, а це відбувається дуже швидко, так як речовини застосовуються для змивання, дуже летючі. 646 розчинник, зокрема, зроблений на основі ацетону. Написи, шовкографія на платі, і паяльна маска, при цьому не змиваються і не розчиняються.
Єдине, демонтувати таким чином мікросхему в корпусі Soic-16 і більше многовиводних, буде проблематично, через складнощі з одночасним прогріванням, великої кількості ніжок. Всім вдалої пайки, і поменше перегрітих мікросхем! Спеціально для радіосхем - AKV.
Розповісти в:"Якщо бути зовсім відвертим у TH і SMD компонентів є свої призначення і області використання і спроби переконувати Вас в тому, що SMD краще, трохи не коректні. Ну да ладно - все одно думаю, Вам буде цікаво почитати."
Знаєте, яка головна помилка тих, хто перший раз пробує паяти SMD компоненти?Роздивляючись дрібненькі ніжки мікросхеми, відразу виникає думка про те, яке тонке жало потрібно взяти, щоб паяти ці дрібні ніжки і не насадив «соплів» між ними. У магазині знаходимо конусное тонке жало, чіпляємо його на паяльник, набираємо маленьку крапельку припою і намагаємося голкою-жалом обпаять кожну ніжку окремо. Виходить довго, виснажливо і не акуратно. Даний підхід, здавалося б, логічний, але в корені не вірний! І ось чому - паяти SMD компоненти допомагають такі «страшні сили» як поверхневий натяг, сили змочування, капілярний ефект і не використовувати їх значить сильно ускладнювати своє життя. Як все має відбуватися в теорії? Коли жало паяльника докладено до ніжок починає діяти сила змочування - олово під дією цієї сили починає «обтікати» ніжку з усіх боків. Під ніжку олово «затягується» капілярний ефект одночасно починається «смачиваться» контактна площадка під ніжкою і на платі. Припій рівномірно «заливає» майданчик разом з ніжкою. Після того як жало паяльника прибрано від ніжок і поки ще припой в рідкому стані, сила поверхневого натягу формує з припою краплю, не даючи йому розтікатися і зливатися з сусідніми ніжками. Ось такі складні процеси відбуваються при пайку. Але всі ці процеси відбуваються самі собою, а від Вас потрібно лише піднести жало паяльника до ніжки (або відразу до декількох). Правда просто ?!
"На практиці є певні проблеми з пайкою дуже дрібних SMD компонентів (резистори, конденсатори ...) вони можуть під час пайки« прилипати »до жала. Для того щоб уникнути такої проблеми потрібно паяти окремо кожну сторону."
Для того, щоб домогтися гарної пайки, потрібні певні матеріали і інструменти. Головним матеріалом, що забезпечує комфортну пайку, є рідкий флюс. Він знежирює і знімає окисли з поверхні споює металу, що збільшує силу змочування. Крім того, у флюсі припою легше утворити краплю, що перешкоджає створенню «перемичок-соплів» Рекомендую застосовувати саме рідкий флюс - каніфоль або вазелін-флюс не дають такого ефекту. Рідкий флюс не рідкість в магазинах - купити його буде не проблема. На вигляд це прозора рідина з неприємним запахом нагадує ацетон (той, що я купую називається «F5 - флюс для пайки тонкої електроніки»). Можна, звичайно, спробувати паяти і спирто-каніфоллю, але по-перше, ефект буде гірше, по-друге, після видалення застиглої каніфолі спиртом, залишається білий наліт, який дуже проблематично забрати.Другим за важливістю є паяльник. Дуже добре якщо є регулювання температури - можна не бояться перегріти компоненти. Оптимальна температура для пайки SMD компонентів знаходиться в межах 250-300 ° С. Якщо немає паяльника з регулюванням температури, тоді краще застосовувати низьковольтний паяльник (12v або 36v потужність 20-30w) він має меншу температуру жала. Найгірший результат дає звичайний паяльник на 220v. Проблема в тому, що температура жала у нього занадто висока, через що флюс швидко випаровується і погіршується змочуваність поверхні пайки. Велика температура не дозволяє довго гріти ніжку, через це пайка перетворюється в нервовий тикання жалом в плату. Як частковий вихід з положення можна порадити включити паяльник через регулятор потужності (зробити самому - схема досить проста або купити готовий - в магазині світильників такі продаються як регулятори яскравості світіння світильників, люстр).Жало у паяльника повинна мати рівний робочий зріз (це може бути або класичний «топірець», типу «викрутка» або зріз під 45 градусів).
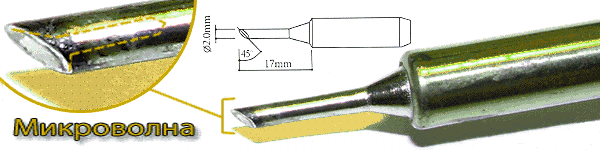
Жало-конус погано підходить для пайки SMD компонентів - НЕ паяйте їм, намучиться. Дуже хороші результати дає жало «мікрохвиль». Хто не знає - це жало має в робочій площині отвір. За допомогою цього отвору і капілярного ефекту створюваного в ньому припій можна не тільки наносити, а й ефективно прибирати надлишки (після того як я спробував паяти «мікрохвиль» інші жала валяються в коробочці без діла).
Припій.
Особливої \u200b\u200bприпою не потрібно - використовуйте той, яким Ви зазвичай користуєтеся. Дуже зручний припій в тонкій зволіканні - легко дозувати. У мене зволікання діаметром 0.5мм. Не використовуйте припій без свинцю (на нього намагаються змусити перейти виробників електроніки через шкідливості свинцю). Через відсутність у припої свинцю значно зменшується сила поверхневого натягу, паяти звичайним паяльником стане проблематично.
Ще потрібен пінцет. Тут без особливостей - підійде будь-який зручний для Вас.
Технологія пайки дуже проста!
 Кладемо на контактні площадки SMD компонент, рясно його змочують рідким флюсом, докладаємо жало паяльника до компоненту, припой з жала перетікає на контакти компонента і контактні площадки плати, прибираємо паяльник. Готово! Якщо компонент дуже дрібний або великий (жало захоплює одночасно обидві сторони) паяем кожну сторону окремо, притримуючи компонент пінцетом.
Кладемо на контактні площадки SMD компонент, рясно його змочують рідким флюсом, докладаємо жало паяльника до компоненту, припой з жала перетікає на контакти компонента і контактні площадки плати, прибираємо паяльник. Готово! Якщо компонент дуже дрібний або великий (жало захоплює одночасно обидві сторони) паяем кожну сторону окремо, притримуючи компонент пінцетом.
Якщо паяем мікросхему, то технологія така. Позиціонуємо мікросхему так, щоб ніжки потрапили на свої контактні площадки, рясно змочують місця пайки флюсом, припаюємо одну крайню ніжку, остаточно поєднуємо ніжки з майданчиками (припаяна ніжка дозволяє, в певних межах, «вертіти» корпус мікросхеми), припаюємо ще одну ніжку по діагоналі , після цього мікросхема надійно закріплена і можна спокійно пропоювати інші ніжки. Паяємо не поспішаючи, проводячи жалом по всім ніжок мікросхеми. Якщо утворилися перемички потрібно очистити жало від надлишку припою, рясно змастити перемички рідким флюсом і повторно пройтися по ніжках. Зайвий припій забереться жалом - «соплі» устранятся.
Всім добра! Даний рейтинг містить кращі флюси для пайки і складений з особистих переваг і відгуків майстрів по ремонту електроніки. Багато читачів зараз подумають - «Ну нарешті! Майстер Пайки почав хоч щось писати про паяльному справі! » і матимуть рацію - за майже 4 роки на блозі не було написано жодної пристойної статті про процес пайки, хоча назва блогу як би зобов'язує. Визнаю, каюсь, буду виправляти становище.
Планую публікувати огляди процесів пайки, інструментів пайки, паяльні відео і нові технології в світі пайки. А сьогодні наведу свій рейтинг 10 найкращих флюсів для пайки. Даний рейтинг складений, виходячи з особистих переваг і усіляких відгуків знайомих майстрів по ремонту електроніки різного рівня і не претендує на винятковість. Поїхали - флюси для пайки.
Флюс призначений для підвищення якості процесу спаювання припоєм двох металевих поверхонь і при нагріванні очищає поверхні від оксидних і жирних плівок. Хороший флюс повинен мати низьку температуру плавлення і мала питома вага, щоб перед моментом плавлення припою він встиг розчинити оксиди і не проникав всередину паяного з'єднання в процесі пайки. Флюс повинен добре розтікатися і змочувати поверхню припою і металу в місці пайки.
Найкращі флюси для пайки не вигоряють і при нагріванні мало випаровуються, а продукти розкладання і оксиди легко видаляються розчинниками, і навіть якщо залишки не видалені, то не викликають корозії. Як ми знаємо, флюси для пайки бувають активні (кислотні) і нейтральні (некіслотние). Активний флюс зазвичай активно взаємодіє з широким спектром розчиняються жирів і оксидних плівок. При цьому можуть виділятися продукти взаємодії, не дуже корисні для нашого дорогоцінного здоров'я.
Нейтральні флюси більш безпечні в цьому плані, але їх чарівні властивості підготовки паяються поверхні не такі яскраві. Загалом, тут як і з будь-яким професійним інструментом - кожен потрібен для певного набору дій. Почну рейтинг кращих флюсів по Майстру Пайки з сортуванням за популярністю у ремонтників електронної техніки.
На десятому місці екстремальні варіанти флюсу, зроблені своїми руками - розчин таблетки аспірину в одеколон, саліциловий спирт, електроліт зі старою сольовий (нелужної) батарейки, фруктовий сік, оливкова олія, нашатир з гліцерином і т.д. Такі флюси для пайки застосовуються рідко, але знати про них потрібно - на випадок, якщо опинитеся в глухому селі тільки з паяльником в кишені.
переваги: можна зробити безкоштовно будинку з підручних матеріалів.
недоліки: непередбачуваний нагар і залишок з чарівним набором активних хімічних елементів.
що паяти: Залізо, нержавіюча сталь, мідь, бронза, цинк, ніхром, срібло, нікель.
чим змивати: Без поняття ніж змивати одеколон, замішаний з фруктовим соком, политим оливковою олією - напевно, легше випалити все залишки ацетиленового пальником.
На п'ятому місці найпопулярніший флюс всіх часів і народів, муза музикантів, дар природи, Її величність каніфоль. Каніфоль буває живичная (з живиці хвойних порід дерев, майже не має жирних кислот), екстракційна (екстрагування бензином хвойних тирси, містить більше жирних кислот, ніж живичная) і таловая (залишки після сульфатоцеллюлозного виробництва мила).
У магазинах в баночках продається «каніфоль соснова» - зазвичай це та сама живичная каніфоль з мінімальним вмістом жирних кислот - чим світліше тим менше жирних кислот, а значить, така каніфоль навіть якщо залишиться після пайки на контактах, не буде їх роз'їдати.
Зазвичай каніфоль гігроскопічна - не поглинає вологу, але поглинає кисень, так що залишки жирних кислот в неякісної каніфолі можуть бути небезпечні для паяних контактів, тому каніфоль краще все-таки відмивати після пайки відповідальних з'єднань.
Буває також рідка каніфоль (вже розлучена в спирті) і каніфоль-гель (каніфольний крихта, замішана з розчинником) зручно наносити перед процесом пайки.
переваги: найдоступніший і популярний неактивний флюс, в вуличних з'єднаннях можна не змивати, добре пахне при нагріванні.
недоліки: якщо якість каніфолі низьке, буде виділятися багато диму при пайку, найчастіше доводиться відмивати, тверду каніфоль незручно наносити на контакти - доводиться спочатку плавити її паяльником і швидше, поки вона не википіла, нести жало до місця пайки.
Що паяти: мідні дроти, контакти мікросхем і радіоелементів, золото, срібло, латунь, цинк. Вдавалося паяти навіть алюміній, замішаний багато каніфолі з металевим пилом.
Чим змивати: спирт, спирто-бензинова суміш, бензин, розчинники.
На четвертому місці багатьма улюблений спирто-каніфольного флюс СКФ або ФКСП (флюс паяльний спирто-каніфольного) складається на 60-80% зі спирту і на 20-40% з каніфолі. Таку суміш можна приготувати вдома своїми руками, якщо покришити каніфоль в спирт у співвідношенні приблизно 1 до 3. Зручно застосовувати в шприці з голкою, але при зберіганні в нещільно закритому шприці починає підсихати на голці і перестає текти.
переваги: доступний і популярний неактивний флюс, зручно наносити, димить не сильно.
недоліки: при нагріванні, спирт починає бурхливо випаровуватися і шипіти.
Що паяти: мідні дроти, позолочені і посріблені контакти мікросхем і радіоелементів, латунь, цинк.
Чим змивати: спирт, розчинники, бензин, спирто-бензинова суміш.
Отже ми підібралися до Топ 3 кращих флюсів для пайки. На призових місцях я розташував професійні флюси, які в звичайному житті можуть і не знадобитися, а ось в ремеслі - дуже потрібні.
Третє бронзове місце займає Amtech RMA-223 - являє собою гелевий флюс - суміш подрібненої каніфолі і розчинника.
Також в складі підозрюю, можуть бути активатори і аромат. RMA-223 дуже часто підробляють - найголовніша ознака підробки - на наклейці напис дрібним шрифтом «Coliformia» замість «California», проте як не дивно, китайський підроблений флюс досить гарний в експлуатації, а багато сервісів тільки на ньому і сидять. Хоча майстри з mysku не радять вже брати на али цей флюс, а краще взяти аналог.
переваги: зручно наносити гель, хороша паяемости, годі й відмивати, підробка дешево коштує (близько 200 руб.), а паяется з нею досить непогано і пахне парфумами.
недоліки: часто підробляють, димить через наявність каніфолі, підробку потрібно змивати.
Що паяти: контакти мікросхем і SMD компонентів, вивідні радіоелементи.
На другому місці зі срібною медаллю флюс EFD 6-412-A Flux-Plus являє собою гелевий флюс, який містить каніфоль, розчинник і трохи активатора, багато фахівців вважають його найкращим флюсом з доступних. Після пайки залишається прозорий твердий наліт, який годі й відмивати.
переваги: годі й відмивати, мало диму, прекрасна паяемости, легко наносити, особливо з пістолетом-дозатором.
недоліки: дорогий (тюбик 10 г може коштувати 1500 руб.), смердючий, трапляються підробки.
Що паяти: SMD і BGA компоненти, можна звичайно й проведення, але дорого.
Чим змивати: не потрібно, але якщо хочеться, то фірмовий аерозоль Flux OFF, спирт, розчинники.
Золоту медаль і перше місце рейтингу завоювали флюси компанії Interflux, які в Росії вважаються найбільш просунутими. Великий асортимент флюсів для свинцевої і Безсвинцевий пайки укупі з хорошими експлуатаційними характеристиками по праву ставить флюси цієї компанії на перше місце.
Порадити можу безканіфольную серію Interflux 2005 для відповідальних робіт з корпусами BGA і 8300 для робіт з іншими компонентами.
переваги: прекрасні експлуатаційні властивості, паяемости, широкий вибір флюсів з різною плинністю і в'язкістю.
недоліки: ціна є обмежуючим фактором, наприклад тюбик 30 г може коштувати від 2000 руб.
Що паяти: в основному відповідальна безсвинцева і свинцева пайка.
Чим змивати: більшість можна не змивати, спирт, розчинник, є фірмовий розчинник T2005M.
На цьому Топ 10 найкращих флюсів для пайки вважаю завершеним. Звичайно існує купа інших флюсів, в тому числі хороших китайських і топових німецьких і японських, але я ними не користувався, тому розповісти про них адекватно не можу.
| Статті по темі: | |
|
Найдорожчі монети в світі
Гроші використовуються по всьому світу і доступні в різних формах. В ... Найшвидші потяги в світі
Всі ми іноді робимо поїздки залізницею і знаємо, що даний ... Гладкошерсті породи кішок
Все більше людей хочуть мати у себе вдома красивого котика з хорошою ... | |




