вибір читачів





Популярні статті
Пайка паяльником відноситься до найбільш поширеним і простим способам пайки, проте вона має два суттєвих обмеження. По-перше, паяльником можна паяти тільки низькоплавких (м'якими) припоями, а по-друге, їм не можна (або, у всякому разі, важко) паяти масивні деталі з великим теплоотводом - через неможливість прогріти їх до температури плавлення припою. Останнє обмеження долають, підігріваючи паяемую деталь зовнішнім джерелом тепла - газовим пальником, електричної або газовою плитою або якимось іншим способом, - але це ускладнює процес пайки.
Перед тим як паяти паяльником, потрібно обзавестися всім необхідним. До основних інструментів і матеріалів, без яких пайка неможлива, відноситься сам паяльник, припой і флюс.

Як користуватися таким паяльником, можна дізнатися з описів технології жерстяних робіт, саме там вони використовувалися найчастіше. У наш час зазвичай користуються електричними паяльниками в силу їх доступності та зручності користування. Але перші паяльники нагрівалися на відкритому полум'ї.

Основним параметром, за яким підбирається паяльник, є його потужність, яка визначає величину теплового потоку, що передається до паяемим деталей. Для пайки електронних компонентів використовуються прилади потужністю до 40 Вт. Тонкостінні деталі (з товщиною стінки до 1 мм) вимагають потужності 80-100 Вт.


Для деталей з товщиною стінки 2 мм і більше знадобляться паяльники потужністю вище 100 Вт. Такими є, зокрема, молоткові електричні паяльники, які споживають до 250 Вт і вище. До самим енергоємним паяльників відноситься, наприклад, молотковий паяльник Ersa Hammer 550 потужністю Потужність 550 Вт. Він здатний нагріватися до температури 600 ° C і призначений для паяння особливо масивних деталей - радіаторів, деталей машин. Але у нього неадекватна ціна.

Крім масивності деталі, на необхідну потужність паяльника впливає і теплопровідність паяється. З її збільшенням потужність приладу і температуру його нагрівання необхідно збільшувати. При пайку паяльником деталей з міді він повинен бути нагрітий сильніше, ніж при пайку такий же по масі деталі, але виготовленої зі сталі. До слова сказати, при роботі з виробами з міді може виникати ситуація, коли через високу теплопровідності металу, при паянні відбуватиметься розпаювання місць, виконаних раніше.

Підібрати при пайку потрібний флюс - значить вирішити головну проблему пайки. Саме якість флюсу визначає в першу чергу паяемости того чи іншого металу, легкість або трудність самого процесу пайки і міцність з'єднання. Флюс повинні відповідати матеріалу паяються виробів - своєю здатністю руйнувати його окисну плівку.
Кислі (активні) флюси, наприклад "Паяльну кислоту" на основі хлориду цинку, не можна використовувати при пайку електронних компонентів, так як вони добре проводять електричний струм і викликають корозію, проте, через свою агресивність, вони дуже добре готують поверхню і тому незамінні при пайку металевих конструкцій, і чим хімічно більш стійкий метал ньому активніше повинен бути флюс. Залишки активних флюсів потрібно обов'язково ретельно видаляти після завершення пайки.
Ефективними флюсами для пайки сталі є водний розчин хлористого цинку, паяльні кислоти на його основі, флюс ЛТИ-120. Можна використовувати і інші, більш сильні флюси, яких на ринку більш ніж достатньо.

Основна відмінність пайки паяльником нержавіючих сталей від пайки вуглецевих і низьколегованих полягає в необхідності застосування більш активних флюсів, потрібних для руйнування хімічно стійких оксидів, якою вкрито нержавіючі стали. Що стосується чавуну, то його потрібно паяти високотемпературної пайкою, а, отже, електричний паяльник для цієї мети не підходить.
Для нержавійки застосовують ортофосфорну кислоту. Добре справляються з хімічно стійкою окисною плівкою і спеціалізовані флюси, такі, наприклад, як Ф-38.

Для оцинкованого заліза можна застосовувати склад, що містить каніфоль, етиловий спирт, хлористий цинк і хлористий амоній (флюс ЛК-2).
Підставка для паяльника служить для того, щоб нагріте паяльник не торкався столу або інших предметів. Якщо вона не йде в комплекті з паяльником, її набувають окремо або роблять самостійно. Найпростішу підставку можна виготовити з тонкого листа жерсті, вирізавши в ньому пази для укладання інструменту.
![]()
Вологою вискозной або поролоновою губкою, Покладеної в гніздо для запобігання випаданню, набагато зручніше очищати кінчик паяльника, ніж звичайної ганчірочкою. Для цих же цілей може служити і латунна стружка.

Видаляти надлишки припою з поверхні деталей можна за допомогою спеціального відсмоктування або обплетення. перший зовнішнім виглядом і конструкцією нагадує шприц, оснащений пружиною. Перед використанням його потрібно звести, втопивши головку штока. Піднісши носик до розплавленого припою, пружину спускають, натиснувши на кнопку спуска. В результаті надлишок припою втягується всередину знімною головки.

Являє собою плетінку з офлюсованих тонких мідних дротів. Приклавши її кінець до припою і притиснувши зверху паяльником, завдяки капілярним силам можна як промокашкою зібрати в ній весь зайвий припій. Кінчик обплетення, нагодований припоєм, просто відрізається.


Дуже корисним є пристосування, зване третьою рукою (Third-Hand Tool). При роботі з паяльником іноді катастрофічно "не вистачає рук" - одна зайнята самим паяльником, інша - припоєм, а треба ж ще тримати в певному положенні паяемие деталі. "Третя рука" зручна тим, що її затискачі можна легко встановлювати в будь-якому положенні один щодо одного.

Тримач для пайки "Третя рука"
Паяемие деталі нагріваються до високої температури, Доторкнувшись до них можна обпектися. Тому бажано мати різні затискні пристрої, що дозволяють маніпулювати нагрітими деталями - плоскогубці, пінцети, затискачі.
Перед використанням паяльника потрібно підготувати його наконечник. Підготовка залежить від його початкового вигляду. Якщо наконечник виконаний з непокритою міді, його кінчик можна викувати у вигляді викрутки, це ущільнить мідь і додасть їй підвищену стійкість від зносу. Можна і просто заточити на наждаку або напилком, надавши йому необхідну форму - у вигляді гострого або усіченого конуса з різним кутом, чотиригранної піраміди, кутового скоса з одного боку. Для запобігання міді від окислення використовуються металеві покриття з нікелю. Якщо паяльник має таке покриття, то кувати і заточувати його можна, щоб уникнути пошкодження покриває шару.
Існує уніфікований ряд форм наконечників, але можна, зрозуміло, використовувати будь-яку форму, придатну для конкретної роботи.

При пайку масивних деталей площу зіткнення паяльника з деталлю повинна бути максимальною - для забезпечення кращої передачі тепла. В цьому випадку найкращою вважається кутова заточка круглого стержня (2 на фото вище). Якщо передбачається паяти дрібні деталі, то підійде гостра конусна (4), ножова чи інші форми з малими кутами.
Інформацію стосовно користування паяльником, що має мідне жало без покриття, містять одна обов'язкова вимога - лудіння "жала" нового паяльника з метою його захисту від окислення і зносу. Причому робити це слід при першому ж нагріванні, не зволікаючи. Інакше "жало" покриється тонким шаром окалини, і припій не захоче прилипати до нього. Це можна зробити різними шляхами. Прогріти паяльник до робочої температури, доторкнутися "жалом" до каніфолі, розплавити на ньому припій і розтерти останній про деревинку. Або протерти нагріте наконечник ганчіркою, змоченою розчином хлористого цинку, розплавити на нього припій і шматком нашатирю або кам'яної кухонної солі розтерти його по наконечнику. Головне, щоб в результаті цих операцій робоча частина наконечника була повністю покрита тонким шаром припою.
Необхідність залудити жало викликана тим, що флюс поступово роз'їдає, а припій розчиняє жало. Через втрату форми доводиться регулярно заточувати жало, і чим активніше флюс ті частіше, часом по кілька разів на день. У нікельованих тиснув нікель закриває доступ до міді, захищаючи її, але такі жала вимагають дбайливого звернення, бояться перегріву, і не факт, що виробник зробив досить якісне покриття, за яке вимагає переплати.
Перш за все, це очищення деталі від забруднень і знежирення. Тут немає ніяких особливих тонкощів - потрібно за допомогою розчинників (бензину, ацетону або інших) очистити деталь від масел, жирів, бруду. Якщо є іржа, її потрібно видалити будь-яким підходящим механічним способом - за допомогою наждачного круга, дротяної щітки або наждачного паперу. У разі високолегованих і неіржавіючих сталей бажано обробити з'єднуються кромки абразивним інструментом, оскільки окісна плівка цих металів особлива міцна.
Температура пайки (температура паяються деталей) повинна на 40-80 ° C перевершувати температуру плавлення припою, а температура нагріву наконечника - на 20-40 ° C температуру пайки. Остання вимога обумовлюється тим, що при зіткненні з паяемимі деталями температура паяльника буде знижуватися через відведення тепла. Таким чином, температура нагріву наконечника повинна перевершувати температуру плавлення припою на 60-120 ° C. Якщо використовується паяльна станція, то необхідна температура просто встановлюється регулятором. При використанні паяльника без регулювання температури, оцінювати її фактичне значення, при використанні в якості флюсу каніфолі, можна з поведінки каніфолі при дотику паяльника. Вона повинна скипати і рясно виділяти пар, але не згоряти миттєво, а залишатися на наконечнику у вигляді киплячих крапель.
Перегрів паяльника також шкідливий, він викликає згоряння і обвуглювання флюсу до моменту активації їм поверхні спаяний. Про перегрів свідчить темна плівка окислів, що виникає на припое, що знаходиться на кінчику паяльника, а також те, що він не утримується на "жалі", стікаючи з нього.
При будь-якому способі необхідно перш підготувати деталі до пайки, встановити і закріпити їх у вихідному положенні, розігріти паяльник і змочити місце спаю флюсом. Подальші дії відрізняються в залежності від того, який спосіб використовується.
При подачі припою з паяльника, на ньому розплавляють кілька припою (щоб утримувалося на кінчику) і притискають "жало" до паяемим деталей. При цьому флюс почне скипати і випаровуватися, а розплавленийприпой переходить з паяльник на спай. Рухом наконечника уздовж майбутнього шва забезпечують розподіл припою по стику.

Припою на желе може бути досить якщо жало просто набуло металевий блиск. Якщо форма жала помітно змінилася, значить припою занадто багато.

При подачі припою безпосередньо на спай, паяльником спочатку розігрівають деталі до температури пайки, а потім подають припой на деталь або в стик між паяльником і деталлю. Розплавляючись, припій буде заповнювати стик між паяемимі деталями. Вибирати, як саме паяти паяльником - першим або другим способом - слід в залежності від характеру виконуваної роботи. Для дрібних деталей краще підходить перший спосіб, для великих - другий.
До основних вимог якісної пайки відносяться:
Ось декілька порад про те, як правильно паяти паяльником.
Якщо припій не тече, а розмазується, значить температура деталей не досягла потрібних значень, потрібно збільшити температуру нагрівання паяльника або взяти прилад потужніший.
Не потрібно вносити дуже багато припою. Якісна пайка передбачає наявність в спае мінімально достатньої кількості матеріалу, при якому шов виходить злегка увігнутим. Якщо припою виявилося занадто багато, не потрібно намагатися його кудись прилаштувати на стику, краще видалити відсмоктуванням або опліткою.
Про якість спаяний каже його колір. Висока якість - спай має яскравий блиск. Недостатня температура робить структуру спаяний зернистої, губчастої - це однозначний шлюб. Перепалена припій виглядає матовим і має знижену міцність, що в деяких випадках може бути цілком допустимо.
При використанні активних (кислотних) флюсів потрібно обов'язково змивати після пайки їх залишки - якимось миючим засобом або звичайним лужним милом. В іншому випадку не можна дати гарантії, що через деякий час з'єднання не буде зруйновано корозією від решти кислот.
лудить проводів. Лудить кінчиків електропроводів - одна з найчастіших операцій. Її здійснюють перед припаюванням проводів до контактів, спаюванням між собою або для забезпечення кращого контакту з клемами при приєднанні за допомогою болтів. З облуженного багатожильного дроту зручно зробити колечко, що забезпечує зручність при кріпленні до клеми і хороший контакт.
Провід можуть бути одножильними і багатожильними, мідними і алюмінієвими, покритими лаком чи ні, чистими новими або закислення старими. Залежно від цих особливостей і різниться їх облуживание.
Найпростіше лудити одножильний мідний дріт. Якщо він новий, то накриття оксидами і лудітся навіть без зачистки, потрібно просто нанести на поверхню дроти флюс, нанести на нагріте паяльник припой і поводити по дроту паяльником, злегка повертаючи при цьому провід. Як правило, лудіння проходить без проблем.


Якщо ж провідник не хоче лудіться - через наявність лаку (емалі) - допомагає звичайний аспірин. Знання про те, як паяти паяльником за допомогою таблетки аспірину (ацетилсаліцилова кислота) в деяких випадках може виявитися дуже корисним. Потрібно покласти її на дощечку, притиснути до неї провідник і прогріти його протягом декількох секунд паяльником. При цьому таблетка починає плавитися, і утворюється кислота руйнує лак. Після цього провід зазвичай лудітся легко.
Якщо немає аспірину, прибрати з поверхні провідника заважає лужению лак допомагає і хлорвінілова ізоляція від електропроводів, яка при нагріванні виділяє речовини, що руйнують лакове покриття. Потрібно притиснути паяльником проводок до шматочка ізоляції і кілька разів протягнути його між ізоляцією і паяльником. Після чого облудить провід в звичайному порядку. При зачистці від лаку за допомогою наждачного паперу або ножа нерідкі надрізи і обриви тонких жив дроти. При зачистці шляхом випалу, провід може втратити міцність і легко зламатися.
Слід враховувати, що розплавлений поліхлорвініл і аспірин виділяють в повітря шкідливі для здоров'я речовини.
Ще, для покритих лаком (емаллю) проводів можна придбати спеціальний флюс, що видаляє лак.

Новий багатожильний мідний провід лудітся також легко, як і одножильний. Єдина особливість полягає в тому, щоб обертати його в ту сторону, при якій проводки будуть скручуватися, а не розкручуватися.
Старі дроти можуть бути покриті оксидами, що перешкоджають лужению. Справитися з ними допоможе та ж таблетка аспірину. Потрібно розплести провідник, покласти його на аспірин і прогріти кілька секунд паяльником, рухаючи провідником взад-вперед - і проблема облуженія зникне.
Для лудіння алюмінієвого проводу буде потрібно спеціальний флюс - наприклад, той, який так і називається "Флюс для пайки алюмінію". Цей флюс є універсальним і підходить також для пайки металів з хімічно стійкою окисною плівкою - нержавіючої сталі, зокрема. При його використанні потрібно тільки не забути після очистити з'єднання від залишків флюсу щоб уникнути корозії.

Якщо при лудінні проводів на них утворився надлишок прибою, прибрати його можна, розташувавши провід вертикально кінцем вниз і притиснувши до його кінця нагрітий паяльник. Зайвий припій стече з дроту на паяльник.
Потім пензликом або іншим інструментом, відповідному флюсу, на поверхню листа, наноситься флюс (це може бути не пастоподібний флюс як на фото нижче, а, наприклад, розчин хлористого цинку або інший активний флюс).

Паяльник з відносно великою плоскою поверхнею жала розігрівається до необхідної температури і на поверхню деталі наноситься припой. Бажано щоб потужність паяльника була близько 100 Вт або вище.

Потім паяльник прикладати до припою на деталі найбільшою площиною і тримається в такому положенні. Час нагріву деталі залежить від її розмірів, потужності паяльника і площі контакту. Про досягнення необхідної температури свідчить закипання флюсу, плавлення припою і розтікання його по поверхні. Поступово припій розподіляється по поверхні.

Після лудіння поверхню металу очищується від залишків флюсу спиртом, ацетоном, бензином, мильною водою (в залежності від хімічного складу флюсу).

Якщо припій не розтікається по поверхні металу, то це може бути через поганий очищення поверхні перед лудінням, поганого прогріву металу (через недостатню потужність паяльника, маленької площі контакту, недостатнього часу прогріву металу деталі), брудного наконечника паяльника. Ще причиною може бути неправильний вибір флюсу або припою.

Лудить може здійснюватися шляхом нанесення (слива) припою з паяльника і розподілом його "жалом" по поверхні, або подачею припою безпосередньо на майданчик - припій плавиться від дотику до розігрітому металу деталі.
У першому випадку перекриваються зони деталей після механічної зачистки і знежирення попередньо лудять. Потім частини з'єднання прикладаються одна до одної облуженнимі поверхнями, фіксуються затискними пристроями і прогріваються за допомогою паяльника з різних сторін до температури плавлення припою. Свідченням вдалого пайки є витікання розплавленого припою з зазору.
При другому способі, після підготовки деталей, контактна зона однією з деталі покривається паяльною пастою. Потім деталі фіксують в потрібному положенні, стягують зажимами і, як і в першому випадку, прогрівають шов паяльником з двох сторін.
При покупці паяльної пасти, потрібно звертати увагу на її призначення, тому що багато паяльні пасти призначені для пайки електроніки і не містять активних флюсів дозволяють паяти сталь.



При використанні змісту даного сайту, потрібно ставити активні посилання на цей сайт, видимі користувачами і пошуковими роботами.
В процесі роботи жало паяльника постійно нагрівається, що призводить до окислення і необхідності лудіння, тому слід знати, як залудити жало паяльника, щоб з його допомогою якісно ремонтувати побутову техніку та інші прилади.

Лудить паяльника - це процес, який представляє собою покриття поверхні стрижня тонким шаром припою, зазвичай для цього застосовується олово. Лудить може бути як проміжної операцією перед основною роботою, так і самостійним дією, спрямованою на поліпшення роботи інструменту. Більшість інструментів, за винятком паяльних станцій, є припій з дроту і трубки з каніфоллю і потребує періодичного лудінні. Процес являє собою зняття плівки окислення, яка утворюється на поверхні через постійне перегріву жала. Також потребують лудінні нові інструменти, які ще належить підготувати до роботи.
Загальний принцип лудіння однаковий: за допомогою абразиву жало паяльника очищається, а потім натирається до блиску. Як абразив можуть виступати паяльник, точильний камінь або наждачний папір. Вважається, що початківцям майстрам зручніше працювати з напилком, але з часом кожен вибирає матеріал, що здається йому найбільш підходящим для роботи.
Повернутися до списку

Лудить можна провести різними способами:
Для лудіння матеріал прикладають до жала і заточують його до ідеальної гладкості, при цьому постійно перевіряючи зріз: він повинен бути рівним. До формі жала особливих вимог не висувають. Найчастіше жала надається форма зрізу, але бувають винятки - при пайку деяких деталей зручніше робити жало конусоподібної форми.
Ще один спосіб лудіння - за допомогою кування. Цей метод дозволяє збільшити термін служби вістря паяльника, так як розчинність в припої буде менше. У деяких моделей паяльників жало буває знімним, тому його краще зняти і обробити напилком.
Використовуються в побутових умовах паяльники не завжди потужні, зазвичай вони бувають від 25 до 60 Вт. Електромережа, в свою чергу, не завжди забезпечує необхідні для роботи 220 В. Через це виникають випадки, коли стрижень паяльника не нагрівається до потрібної температури і провести лудіння неможливо. Проявом цього стане припій, який буде скочуватися і не зможе прилипати до поверхні металу. В цьому випадку для роботи доведеться використовувати трансформатор і підвищувати напругу, іноді допустимо підвищити його до 230 В.
Для того щоб правильно залудити паяльник, його потрібно включити і нагріти до оптимальної температури. Оптимальний нагрів визначається дуже легко - стрижень паяльника набуває червонуватого кольору. Затягувати не потрібно, інакше стрижень може прогоріти. Як тільки жало набуває потрібний відтінок, його тут же опускають в заздалегідь приготовлену каніфоль, замість неї можна використовувати смолу. Розпочнеться виділення диму. Далі розплавляють олов'яний припій, намагаючись, щоб він покривав жало рівномірно.

Перед тим як залудити жало паяльника таким способом, потрібно запастися терпінням: процедура повторюється від 3 до 5 разів, хоча кількість повторів багато в чому залежить від стану жала припою і потужності паяльника. Повторивши операцію в останній раз, залуження жало прикладають до дерев'яної поверхні, щоб припій краще розподілився по поверхні стрижня. Для цієї процедури застосовуються дощечки невеликого розміру. Краще підійде хвойна деревина, так як в ній міститься смола, яка прискорює роботу.
При роботі важливо дотримуватися послідовність дій: спочатку опускають жало в каніфоль, потім прикладають його до дощечці. Якщо залишаються не покриті припоєм ділянки, послідовність повторюють. Повторювати потрібно стільки раз, скільки знадобиться для того, щоб вийшов рівний шар припою. Колір повинен бути сріблястим, блискучим - це показує, що лудіння виконано правильно. Ще один спосіб лудіння - за допомогою другого паяльника. Так як в домашньому господарстві рідко може бути два інструменту, цей спосіб застосовується дуже рідко.
Лудить в міру необхідності потрібно періодично повторювати.
Повернутися до списку
Для припаювання мідних проводів їх необхідно залудити таким же способом, як сам паяльник. Для роботи потрібно розігріти жало до робочої температури. Жало опускають у флюс або каніфоль, потім на припій, після цього щільно притискають провід. Все це потрібно робити швидко, щоб каніфоль не встигла випаруватися. Цю роботу доведеться повторювати кілька разів. В результаті процедури на поверхні повинен вийти якісний шар припою.
Процес лудіння окислених деталей відрізняється за часом. Оксиди рекомендується спочатку видалити за допомогою абразивного матеріалу. У дуже важких випадках потрібно кислота для лудіння, хімічний склад або паяльна паста. Для пайки іноді використовують дротяний припій. В цьому випадку необхідно опустити стрижень в каніфоль, потім прикласти до поверхні, яку потрібно залудити, а між ними поставити припій. Край припою потерти вістрям жала.
Деякі дроти можуть бути захищені емаллю. Щоб видалити її, можна обробити провід ацетилсаліциловою кислотою, тобто звичайним аспірином. Пігулка кладеться на місце і притискається паяльником. Через деякий час таблетка плавиться і кислота впливає на лак і руйнується. Після такої простої процедури залудити провід неважко.
Добрий день початківці радіоаматори і радіотехніки. Сьогодні, в цій статті, я розповім вам, про дуже корисну і необхідну річ, для якісної і надійної пайки, радіодеталей і електронних схем.
Цей навик, стати в нагоді всім, без цього, просто неможливо грамотно і надійно виконувати якісний монтаж радіоелементів.
Для чого потрібно лудити паяльник?
Під час монтажу та пайки, необхідно до ніжки мікросхеми або іншого радіоелементу, додати кілька олова. Бувають випадки, через погано залуження жала паяльника, олово ні як не хоче братися. Іноді воно береться в дуже малій кількості, або просто береться маленькими кульками або кашею. Тому, потрібно правильно залудити жало паяльників.
Нормального контакту ніжки радіодеталі з платою, без залужённого і прогрітого паяльника, у вас не вийде. Цих бід і незручностей, необхідно уникати і боротися з ними, зараз я вам розповім, як це зробити, послідовно, пояснюю доступною мовою і ілюструю все це фотографіями.
Припустимо, у вас є паяльник, він або новий тільки з магазину, або ваш робочий, але з плямами перегріву і раковинами від температури на жалі. Внаслідок цього, пайка електроніки ставати не якісної і незручною.
Для початку лудіння паяльника, жало необхідно почистити або поправити за допомогою спеціальних засобів. Можна використовувати напилок, тільки бажано невеликий, наждачний папір і надфіль з набору.
При відсутності перерахованого інструменту, можна використовувати будь-який абразивний предмет, хоч цегла.
Знімаємо оксиди і гар, якщо паяльник новий, сточуємо все задирки і відразу надаємо форму жала, яке нам необхідно або буде зручно. В кінці процедури, у вас повинно вийти, чисте, гладке і трохи блискуче жала паяльника. Зараз ви дізнаєтеся, як правильно залудити жало паяльника.
Приступаємо до лужению жала паяльника
Для наступних дій, нам буде необхідно, сам паяльник, розетка для його підключення до мережі 220 вольт 50 Герц, дерев'яна дощечка, припой і каніфоль.
![]()
Включаємо паяльник в мережу і чекаємо, коли паяльник почне нагріватися, це стане зрозумілим, коли з'явиться характерний запах гару, і відразу маку його в каніфоль і залишаємо нагріватися.
Як тільки каніфоль на жалі паяльника починає закипати, додаємо до нього шматочок олова або припою. Як тільки шматочок припою почав плавитися, негайно починаємо терти його про дерев'яний брусок.
Продовжуємо це тертя до отримання позитивного результату. Коли по всій поверхні жала, його робочої частини, ту яку ми зачищали, не утворюється тонка плівка припою.
Можливо, це може не вийти з першого разу, спробуйте ще раз, і все вийде.
Як правильно залудити жало нового паяльника
Якщо паяльник тільки куплений, з ним потрібно провести ті ж самі дії, що з робочим. Але попередньо, його необхідно як слід прогріти, щоб спіраль і сама робоча частина паяльника обгоріли від масла і іншого непотрібного напилення.
Після прогрівання, слід дати йому охолонути, і приступити до лужению паяльника.
Згодом, паяльник часто перегрівається, і на ньому утворюються раковини. Згодом вона з'їдають мідне жало. Після цього його доводиться заново, правильно лудити.
Щоб уникнути цього неприємності, завжди після роботи, очищайте паяльник від залишків олова, каніфолі і іншого матеріалу, якого ви могли торкнутися під час роботи. Просто смахніте залишки, складеним листком, це дасть йому ще.
Виконуючи цю не хитру процедуру, ванн не доведеться, часто лудити жало паяльника.
Пайкою називається фізико-хімічний процес утворення з'єднання між деталями при взаємодії припою зі споюють металом. На відміну від зварювання, робочі поверхні не плавляться, а відбувається їх змочування припоєм.
Як виглядає простий паяльник
Неодмінною умовою для здійснення процесу пайки є розплавлення припою і змочування їм поверхні робочого інструмента. Згодом наконечник паяльника чорніє і перестає працювати. Тому необхідно знати спосіб його відновлення - як правильно залудити жало паяльника. На фото нижче зображена окислена поверхня інструменту і покрита припоєм.

Поверхня жала паяльника: 1) окислена поверхня інструменту; 2) покрита припоєм - луджена
У першому випадку навіть не варто намагатися робити пайку, оскільки оксиди перешкоджають утриманню припою на поверхні жала.
Паяльник буде готовий до роботи тільки тоді, коли його жало покриється шаром розплавленого матеріалу з більш низькою температурою плавлення, ніж сполучаються метали.
Для пайки застосовується припій - матеріал, службовець для з'єднання металевих поверхонь і має більш низьку температуру плавлення, ніж у матеріалів деталей, що з'єднуються.
Припій складається з різних сплавів, куди можуть входити олово, свинець, мідь, нікель і кадмій. Його виготовляють переважно у вигляді прутків і дроту.
Пайка необхідна для створення з'єднання, зменшення перехідного опору електричного контакту і захисту з'єднання деталей від окислення.
Припій повинен мати властивість змочування основи. При цьому відбувається його дифузія в основний метал, а той розчиняється в припої, утворюючи проміжний шар, після застигання з'єднує деталі як одне ціле.
Для паяльників застосовують м'які припої з температурою плавлення від 191 0 С до 280 0 С. Їх основними компонентами є олово і свинець в різних співвідношеннях.
З поверхні металів, що сполучаються під пайку необхідно видаляти оксиди. Для цього служать флюси. Крім того, вони сприяють кращому розтіканню припою і захищають поверхні від дії зовнішнього середовища.
Флюс застосовується в твердому, рідкому і пасти вигляді. Він може знаходитися всередині трубки з припою.
Як флюс застосовуються:

Поширені флюси для пайки в твердому, рідкому і пасти вигляді
Флюси повинні забезпечувати низький струм витоку і не володіти корозійної активністю.
Пайка проводиться шляхом захоплення припою і флюсу жалом паяльника, введення їх між сполучаються деталями і подальшого нагрівання контактуючих поверхонь до їх змочування припоєм, який згодом застигає, утворюючи з'єднання. Для цього слід припинити нагрівання.
Жало паяльника перед роботою заточується напилком під кутом в 30-40 0. Край роблять злегка притупленим, шириною 1 мм.
Якщо наконечник новий, заточка на ньому вже є. Тут залишається тільки обробити жало дрібнозернистою шкіркою, напилком або надфілем, щоб зняти патину - зеленуватий окисел міді.
Магазинна заточка багатьох не влаштовує, оскільки паяти з нею не завжди можливо. Тому доцільно вийняти мідний наконечник з корпусу і викувати робочу частину у вигляді увігнутої лопатки.
Подібна холодна обробка ефективніше заточки, оскільки структура металу ущільнюється, і жало менше піддається корозії. Невелика шліфування напилком на кінцевому етапі необхідна, щоб надати робочій частині паяльника закінченого вигляду.
Після заточування жало слід облудить тонким шаром припою. Для цього включається електричний паяльник, і мідний стрижень прогрівається, поки не прийме червонувато-оранжевий відтінок.
Довго чекати не потрібно, інакше стержень обгорить. Після розігріву все жало занурюють в каніфоль, а потім розплавляють шматочок припою і покривають їм всю робочу поверхню.
Якщо потерти жало об поверхню дерева, припій краще покриває робочу зону паяльника.
Шар припою на жалі повинен бути рівномірним. Якщо поверхня покрилася частково, процес повторюється. Як тільки паяльник буде готовий до роботи, його можна застосовувати для пайки виробів.
Робоча частина деяких паяльників покривається спеціальним захисним складом. Шар є досить тонким, і зачищати його не можна. Для цього застосовується спеціальна губка. Якщо її немає, підійде звичайний шматок тканини, змочений водою або гліцерином. Можна використовувати губку, призначену для миття посуду.
Виробляються спеціальні очисники жала у вигляді клубка з стружки кольорового металу, в який занурюється жало. При цьому оксиди залишаються всередині. Їх можна потім висипати назовні.
Механічні дії скорочують термін служби захисного шару. При пайку не рекомендується човгати по платі або стукати по металевих поверхонь.
Необгораемий шар окислюється досить швидко. Для підвищення його терміну служби рекомендується підтримувати температуру пайки не вище 250 0 С.
Температура вважається нормальною, коли від каніфолі дим йде тонкою цівкою, а не хмарою з бризками. При цьому пайка виходить з чіткими кордонами і характерним блиском. Якщо поверхню припою виходить матовою і з низькою механічною міцністю, температуру нагрівання слід збільшити.
Щоб облуди жало паяльника з покриттям, треба в розплавлену каніфоль покласти шматок припою. Паяльник розігрівається і його кінцем потрібно пошаркать по мокрій тканини, видаливши з усіх боків оксиди. Потім жало опускається в каніфоль під шматок припою. При цьому знімаються залишки оксидів, а припій плавиться і частково залишається на жалі.
Після лудіння жало знову протирається ганчіркою і паяльник готовий до роботи. Важливо його запобігти перегріванню вище 300 0 С, інакше все доведеться повторювати спочатку.
Перегрів видно по кипіння і розбризкування каніфолі при опусканні в неї жала паяльника.

Набір змінних необгораемих тиснув, що застосовуються на паяльної станції
Стандартне жало типу «голка» має низьку теплопровідність, і паяти їм зручно тільки мініатюрні елементи. Випаювати радіодеталі з його допомогою досить складно.
Більш зручні жала типу «циліндр зі скосом». Для пайки в наборі доцільно мати 3 наконечника подібного виду, діаметром 1, 2 і 3 мм.
Ножевидний жало 5 мм володіє пристойною потужністю і з його допомогою можна паяти як тонкі деталі, так і масивні, якщо правильно розгортати ніж. Аналогічно можна використовувати класичний клиновидний наконечник.
При відсутності регулятора напруги паяльник може розігріватися вище 300 0 С, що призводить до його обгорання. Якщо не вдається заміряти температуру жала, перегрів можна помітити по кипіння і бризок каніфолі.
Зменшити температуру паяльника можна за допомогою регулятора потужності - підсвічування. Тут можна підібрати звичайний пристрій управління яскравістю лампи розжарювання. Важливо, щоб воно підходило по потужності.
Можна зібрати тиристорний регулятор на мікросхемі Кр1182ПМ2 своїми руками, що дозволяє управляти приладами, потужністю до 150 Вт.

Регулятор потужності на основі мікросхеми, який можна зібрати своїми руками
Як навантаження зображена лампа HL1. Замість неї, можна підключити паяльник, який є активним навантаженням. Потужність регулюється змінним резистором R1.
У диммерах передбачено плавне включення і відключення навантаження. Для паяльника цього не потрібно і можна обійтися простішим пристроєм.
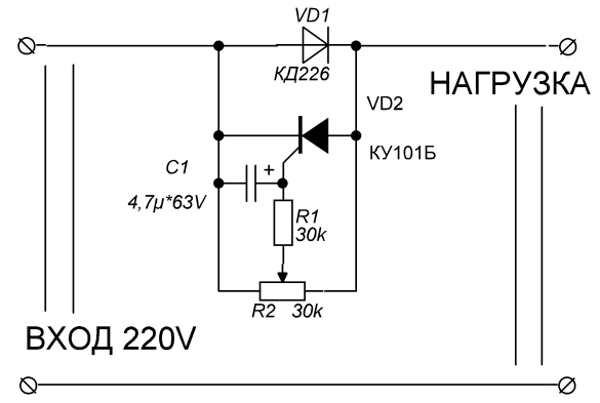
Схема простого тиристорного регулятора
Позитивний напівперіод не керується і проходить через діод VD1. Регулювання проводиться тільки через негативний напівперіод шляхом управління тиристором VD2 за допомогою змінного резистора R2. Для паяльника цього цілком достатньо.
Мініатюрні пристрої регулювання вбудовуються в ручку паяльника. Кращі способи підтримування оптимальної температури пайки застосовуються в паяльних станціях, де режим може бути ручним або автоматичним.

Поширена паяльна станція «Weller»
Для домашньої мережі зі стабільним напругою живлення цілком достатньо ручного управління нагрівом, в залежності від марки припою.
Знос паяльника відбувається нерівномірно. При вигорянні на поверхні жала з'являються нерівності. Час від часу його треба заточувати і лудити.
Мідь при нагріванні розчиняється в припої, а тривалий розігрів без використання призводить до утворення шару окислів. Тому рекомендується в паузи вимикати паяльник або зменшувати його температуру.
Наявність знімного жала дозволяє його зняти і заточити. Але в багатьох конструкціях потрібно його додаткова фіксація, так як стрижень починає хитатися і випадати. У нього передбачена металева втулка, яка одягається зверху. Якщо її постійно знімати при заміні жала, міцність з'єднання зменшиться. Можна втулку залишити на місці, але з часом її заклинить і вийняти жало буде складно.
Для створення надійного з'єднання корпусу паяльника з жалом, втулку замінюють на іншу, щоб вона легко надягала. Потім в ній свердлиться отвір і нарізається різьба М3 або М4. Після того як втулка буде надіта на жало, в неї вворачивается гвинт, який створює надійне з'єднання і запобігає провертання жала. На малюнку нижче зображений паяльник в розібраному (а) і зібраному вигляді (б), де в якості втулки використана звичайна гайка.

Як виглядає кріплення змінного жала паяльника
Знімне жало необхідно для паяльника ще з метою регулювання його температури. Якщо вставляти його в нагрівач на різну глибину, температура робочої частини буде змінюватися.
Періодично потрібно видалення окалини з сполуки. Коли вона накопичується, знижується робоча температура паяльника. Очищення роблять у такий спосіб:
Періодично слід перевіряти ізоляцію паяльника. Для цього омметр встановлюється на мегаомний межа (1-10 мОм) і змиритися опір між жалом і штирями вилки паяльника, яке повинно бути нескінченно великою.
Основи пайки для початківців зібрані в цьому відео.
Паяльник в процесі роботи з часом вигоряє. Його жало необхідно періодично заточувати і лудити. При наявності необгораемого покриття робоча поверхня очищається спеціальними хімічними засобами, після чого також лудітся. В процесі роботи важливо, щоб паяльник не перегріватися.
| Статті по темі: | |
|
Найдорожчі монети в світі
Гроші використовуються по всьому світу і доступні в різних формах. В ... Найшвидші потяги в світі
Всі ми іноді робимо поїздки залізницею і знаємо, що даний ... Гладкошерсті породи кішок
Все більше людей хочуть мати у себе вдома красивого котика з хорошою ... | |




